



Systém DOCKER
VARIANTY STROJE
Účelem komplexu je vylepšení, nebo modernizace vlastností stávajících svařovacích zařízení a také vybudování volně použitelných účelových svařovacích zařízení a to v celé šíři průmyslové výroby. Moderní řídící systém s ovládáním dotykovou obrazovkou přináší snadné a intuitivní ovládání všech funkcí včetně připojených kladkových polohovadel a srozumitelné zobrazení scény svařování s vysokým rozlišením.
-
DOCKER STATION je autonomní funkční komplex pro vizuální kontrolu a ovládání svařovacího procesu. Koplex lze použít pro libovolné metody svařování a řezání plasmou, včetně metody svařování pod tavidlem SAW.
-
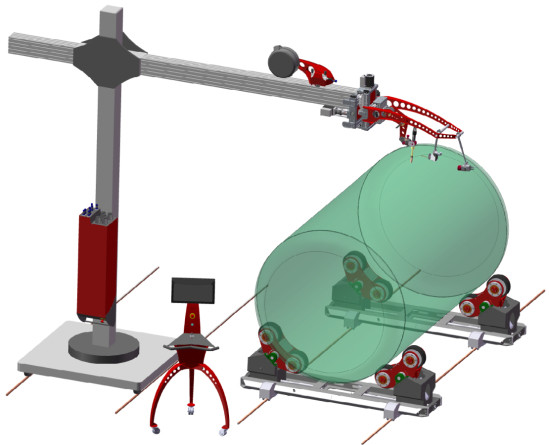
Mechanická konstrukce křížové jednotky CU10 je řešena jako svařovaný nosný rám se všesměrovým vynesením torzních sil, který lze umístit na libovolnou základnu, nebo účelovou konstrukci. Nosný rám je osazen lineárním vedením se zdvihem v ose Z +/- 100mm, po které se pohybuje hořáková hlava svařované skořepinové konstrukce. Hořáková hlava je vybavena o 90° otočným mechanismem, na kterém je umístěno vedení osy X se zdvihem +/- 100mm. Na ose X je možné dále umístit pendlovací jednotku PW12 se zdvihem +/- 20mm. Hořáková hlava může nést nosič podavače drátu různých konstrukcí i rozměrů a je vybavena nosnými body pro držení kamery.
-
Digitální kamera HST CREATIVE NICK 03 je namontována na izolovaném nosiči, který může nést také laserový zářič. Plášť kamery je dvouvrstvý s chlazením elektroniky proudícím vzduchem. Kvalitní objektiv s nastavením clony a zaostření je chráněn výměnným sklem a vzduchovou clonou, kterou vytváří odpadní vzduch chladící tělo kamery. Kamera věrně zobrazuje fokusovaný pohled přímo do svaru a to bez přídavných filtrů, bez zkreslení, se zanedbatelným zpoždění obrazu. Kamera je vhodná pro všechny druhy svařování, softwarové vylepšení výsledného obrazu a systém přizpůsobení aktuální světelnosti scény přináší věrný a plně srozumitelný obraz i při svařování pro kamery problematickými metodami včetně vysoceenergetického pulzního svařování metodou MAG Pulse. Stejně tak svařování metodou TIG DC s velkým gradientem proudových hladin je reálné. Svařování metodou TIG AC je snímáno precisně i při vysokém lesku svařovaných dílů.
-
Propracované softwarové zpracování obrazu přináší i funkci virtuálního zaměřovacího kříže a uživatem definovanou oblast zájmu kdy lze místně obraz zesvětlit - ROI, což zvyšuje přehlednost scény svařování na možné maximum. ROI je jako další funkce ovládán dotykovými gesty na obrazovce.
-
Kamera NICK 03 je vyspělé řešení dálkové kontroly procesu svařování s vynikající srozumitelností i při obtížných metodách svařování. Možnost záznamu na SSD disk počítače podtrhuje technickou úroveň přístroje. Počítač kompaktní konstrukce je součástí těla kamery a zpracovává datový tok pro linku průmyslového ETHERNETU, která zabezpečuje výbornou stabilitu a je netečná k průmyslovému rušení ze svářeček. Kamera umožňujě digitální zoom a to spolu s možností přiblížit kameru až na 35cm od svařování umožňuje v případě potřeby dostatečné zvětšení obrazu.
-
Komplex je řízený z 19" TouchScreen displeje se skleněným povrchem zasazeným do ocelové designové skříně, ve které je zároveň umístěn průmyslový počítač. LCD zprostředkovává dotykové ovládání funkcí komplexu, zobrazuje indikátory poloh a hodnoty svařování a zároveň slouží pro zobrazení obrazu kamery ve vnořeném okně. Skříň displeje je vybavena univerzálním držákem pro montáž na plochu a je možné zde také osadit ergonomický nosič ovládacího joysticku s digitalizovanou proporcionální funkcí přenášenou na křížovou jednotku CU10.
-
Rozšiřující funkcionalitu lze získat, když se připojením rozšiřujícího modulu DOCK propojí DOCKER STATION s kladkovými polohovadly CARRIER modelu CLEVER.
Hlavní výhody
√ Komplex je plně autonomní a lze ho svépomocí namontovat na libovolné zařízení. Starší zařízení tím lze snadno a výrazně modernizovat.
√ Precisní ovládání pohybových os s rozlišením 0,1mm, opakovatelnou přesností 0,2mm a velkým zdvihem os +/- 100mm.
√ Možnost otočení vedení osy X umožňuje snadno zařízení rotační i pro podélné svařování.
√ Digitální kamera s plně srozumitelným fokusovaným obrazem jakokoli svářecí metody, s nastavitelnou oblastí zájmu - ROI.
√ Možnost připojení kladkových polohovadel a jejich řízení integrovaným ovládacím SW.
√ Touch Screen LCD 19" zobrazující zároveň obraz kamery, ovládací prvky a indikátory polohy svařování. Podpora ovládání pohybovými gesty.
|
PRACOVNÍ VÝKONY |
HODNOTA |
|
Postupová rychlost odvalování nádoby na kladkových polohovadlech * |
0,74 - 369,0 cm/min |
|
Točivý moment na hřídeli kladkových polohovadel * |
Podle vybraného polohovadla |
|
Pohyb hořákové hlavy vertikální (osa Z) |
0,01 - 200,0 cm/min |
|
Pohyb hořákové hlavy horizontální (osa C) |
0,01 - 150,0 cm/min |
|
Maximální zatížitelnost hořákové hlavy komponenty svařovacích technologií |
130 kg |
|
Maximální zatížitelnost pendlovací hlavy svařovacím hořákem |
5 kg |
|
Provozní zatížitelnost ** |
24/7 |
| POHYBOVÉ OSY | HODNOTA |
| Rotace kladkových polohovadel (HST CREATIVE CARRIER) * | Programově řízená osa |
| Pohyb hořákové hlavy vertikální (osa Z) | +/- 100,0 mm, program. řízená osa |
| Pohyb hořákové hlavy horizontální (osa C) | +/- 100,0 mm, program. řízená osa |
| Pohyb hořákové hlavy rotační (osa R) | 90 stupňů, manuální osa |
| Pendlování hořáku | +/- 20,0 mm, program. řízená osa |
| TECHNOLOGIE SVAŘOVÁNÍ A OVLÁDÁNÍ | HODNOTA |
| Vhodné metody svařování | SAW, MIG/MAG, TIG, Plasma Weld |
| Odsávání tavidla pro metodu SAW s automatickou funkcí * | Ano |
| Signalizace docházejícího tavidla pro metodu SAW * | Ano |
| Rozměr dotykového displeje v úhlopříčce | 19" |
| Kamerový systém NICK 03 pro přímý pohled do svaru * | SAW, TIG DC |
| Kamerový systém NICK 03 pro přímý pohled do svaru * | Bez omezení metod svařování |
| Připojení svařovacího zařízení systémem START/STOP | Ano |
| Programově řízené podávání drátu * | Ano |
| Stacionární digitální pákový ovladač v místě obsluhy * | Proporcionální |
| ENERGIE A PROSTŘEDÍ | HODNOTA |
| Napájení ze sítě *** | 3x400V 50/60 Hz |
| Stlačený vzduch (suchý, čistý) * | 0,5 - 0,9MPa |
| Charakteristika umístění na pracovní pozici | Pro montáž na jiné konstrukce |
| Třída krytí | IP 51 C |
| Příkon instalační *** | - |
| ROZMĚRY | HODNOTA |
| Výška *** | - |
| Šířka *** | - |
| Hloubka *** | - |
| Hmotnost *** | - |
* Položka je volitelná, nebo existuje ve více provedeních, které se vzájemně odlišují funkcionalitou. Uvedené údaje platí pro nejvyšší varianty.
** 8/5 = zatížení v jedné směně /// 16/6 = průmyslové zatížení /// 24/7 = nepřetržité zatížení.
*** Data nelze poskytnout zcela přesně, protože jsou závislá na zvolené konfiguraci stroje. Uvedena je maximální efektivní hodnota.
... Změna technických parametrů je vyhrazena bez předchozího upozornění.
Zde uvedené informace popisují Řídící systém jako celek se všemi jeho možnostmi, které však nemusí být dostupné pro každé dodávané polohovadlo a to v závislosti na jeho technologických možnostech, záleží také na zvolené konfiguraci polohovadla. Vždy je tedy nutné se nejprve seznámit s polohovadlem, zda jeho technologické možnosti, i s ohledem na vámi zvolenou konfiguraci, všechny níže uvedené funkce podporují, či nikoliv. Údaje jsou přehledem možností Řídícího systému, nikoliv polohovadla a nedávají si za cíl podrobně vysvětlit jednotlivé prvky. To zejména z důvodu obtížné srozumitelnosti některých složitějších funkcí nebo výbavy. Pro podrobnosti se obracejte na obchodní oddělení HST CREATIVE, nebo na technické oddělení.
√ Jednoduché ovládání přizpůsobené chápání Řídícího systému obsluhou.
√ Přehledný pohotovostní řežim se zobrazením všech nastavených hodnot prostřednictvím velkého 19" displeje se spolehlivou Touch Screen technologií.
√ Pohodlné ovládání klíčových funkcí v pohotovostním režimu Řídícího systému pomocí dotykových ovladačů rychlé volby a změny pracovního prostředí.
√ Vnitřní MENU a nastavení je pro lepší orientaci rozděleno do grafických bloků, do kterých lze vstoupit přímo z pohohotovostního režimu.
√ Digitálně řízené nastavování parametrů svařování, oscilace hořáku, rotace polohovadel a všech dalších klíčových funkcí.
√ Precisní polohování operátorem s rozlišením 0,2 mm přes proporcionální joystick v osách Y, Z a W.
√ Možnost výběru vhodné polohovací jednotky a svařovací věže, na které bude probíhat svařování.
√ Nejmodernější počítačový systém řízení procesu svařování s dotykovou obrazovkou pro listování ovládacími módy, kontextovou nabídkou a použitím dotykových gest.
√ Snímání procesu svařování digitální kamerou s širokými možnostmi nastavení parametrů pro optimalizaci obrazu, včetně funkce ROI. Snímaný obraz je zobrazen v pohotovostním režimu Řídícho systému s přístupem ke všem možnostem nastavení obrazu.
√ Měření teploty svařence v reálném čase se zobrazením naměřené hodnoty v pohotovostním režimu Řídícho systému.
√ Možnost ukládání vlastních svařovacích programů a nastavení do paměti Řídícího systému pomocí programovatelného rozhraní uvnitř systému. Zvolený svařovací program je zobrazen v pohotovostním režimu Řídícho systému.
Pohotovostní režim Řídícího systému

Technologické funkce Řídícího systému:
Nastavení svařování:
-
Sváření. Nastavení spínacího kontaktu svářečky. V režimu automatickém bude spínací kontakt aktivní, oblouk svářečky bude tedy spínán automaticky strojem vždy po započetí pracovního cyklu dle nastavených parametrů PRACOVNÍHO PROGRAMU. V režimu manuálním je spínací kontakt svářečky neaktivní, spínání svařovacího oblouku pak musí být ovládáno manuálně obsluhou na ovládacím panelu svářečky (Volba: Automaticky nebo Manuálně).
-
Směr rotace. Nastavení směru rotace svařovaného výrobku (Volba: Po směru nebo Proti směru hodinových ručiček).
-
Průměr svařovaného výrobku. Nastavení reálného průměru nádoby je důležité, aby systém správně dopočítal rychlost otáčení kladek pro dosažení požadované postupové rychlosti odvalování nádoby na kladkových jednotkách. Nastavení v cm v rozsahu od 0,0 do 6500,0 cm. Funkce je aktivní pouze pokud je zvolen Automatický režim sváření.
-
Předehřev. Funkce slouží k dobrému natavení materiálu před započetím sváru. Nastavte prodlevu mezi sepnutím svářečky a zahájením rotace. Hodnota je nastavována v sekundách s přesností 0,1 sec v rozsahu od 0,0 do 10,0 s. Funkce je aktivní pouze pokud je zvolen Automatický režim sváření.
-
Úhel otočení. Definuje, o jaký celkový úhel se svařovaný výrobek otočí. Mezní hodnota je 6500°. Funkce je aktivní pouze pokud je zvolen Automatický režim sváření.
-
Ukončení sváru. Bod, kde systém vypne spínací kontakt svářečky pro ukončení sváru. Nastavení v úhlových stupních. Mezní hodnota je 6500°. Funkce je aktivní pouze pokud je zvolen Automatický režim sváření.
-
JOB svářečky. Specifické nastavení svařovacích parametrů uložených v programové paměti svařovacího zdroje jako vlastní program, který stroj vyvolá na svářečce po spuštění pracovního cyklu. Nastavení je možné v rozsahu 1 až 100. Tato funkcionalita je však dostupná pouze pokud je komunikace mezi strojem a svařovacím zdrojem řízena digitálním rozhraním s protokolem CanOpen, jinak je kdispozici základní analogová komunikace s logikou START/STOP.
-
Teplota. Nastavení limitní hodnoty teploty svařence. Stroj v průběhu svařování provádí měření a po dosažení této mezní teploty systém dokončí aktuálně probíhající svar, nedovolí však pokračovat v procesu svařování dalším svarem, dokud se teplota svařence neochladí pod tuto nastavenou mez. Nastavení ve stupních Celsia v rozsahu od 0 do 250°C.
Nastavení pendlování (Oscilace hořáku):
- Zpoždění. Definuje čas, po který bude funkce pendlování neaktivní od okamžiku zapálení svářečky. Limitní hodnota je 10,0 s.
-
Levá výchylka. Definuje, jakou výchylku bude hořák provádět od středové polohy doleva. Nastavení v milimetrech s přesností 0,1mm. Limitní hodnota je 20,0 s.
-
Pravá výchylka. Definuje, jakou výchylku bude hořák provádět od středové polohy doprava. Nastavení v milimetrech s přesností 0,1mm. Limitní hodnota je 20,0 s.
-
Frekvence. Definuje jakou frekvencí bude hořák pendlovat do stran. Nastavení se provádí v Hz, to znamená počet kmitů za jednu sekundu. Limitní hodnota je 4,0 Hz.
-
Zpoždění vlevo. Definuje čas, po který bude hořák v průběhu pendlování setrvávat v levé poloze. Limitní hodnota je 20,0 s.
-
Zpoždění vpravo. Definuje čas, po který bude hořák v průběhu pendlování setrvávat v pravé poloze. Limitní hodnota je 20,0 s
Kopírování povrchu:
-
Sensor pro hlídání pozice svarové stopy ve dvou osách Y a Z. Jedná se o systém, který automaticky kopíruje povrch materiálu a automaticky upravuje pozici svařovacího hořáku nad materiálem dle povrchových vlastností svařovaného výrobku. Tato funkce funguje plně automaticky, není nutná kalibrace ani nastavení vstupních hodnot. Systém vždy hlídá pozici svařovací hořáku nad materiálem od počáteční pozice, tzn. od pozice, ze které začalo svařování.
-
Pokud bude obsluhou v průběhu svařovaní manuálně upravována pozice hořáku nad svařovaným materiálem v osách Y a Z (pomocí joysticku nebo šipek v Řídícím systému), bude sensor pro hlídání svarové stopy považovat tuto nově nastavenou pozici jako svou výchozí, od které bude měřit pozici nad materiálem. Pokud nebude obsluha v průběhu svařování nucena polohu svařovacího hořáku jakkoliv upravovat, bude sensor vždy vycházet ze své počáteční pozice, ze které bylo spuštěno svařování. Sensor pro hlídání svarové stopy je tedy plně podřízen manuální úpravě pozice v osách Y a Z, která je plně v kompetenci obsluhy.

Nastavení kamery a optimalizace obrazu:
-
Digitální podstata kamery přináší mnoho užitečných funkcí pro optimalizaci obrazu v každé situaci použití. Zvláštní pozornost zasluhuje funkce ROI (výběr zájmové oblasti obrazu), která zvyšuje přehlednost scény svařování na maximum. Dalším důležitým prvkem je možnost zobrazení virtuálního zaměřovacího kříže.
- Kromě základních nástrojů pro optimalizaci zobrazení, jako jsou jas a kontrast, je možné nastavit i Gamma korekci, což je nástroj, kterým upravíme rozložení tónů v celém rozsahu barev (kromě černé a bílé), aby bylo zobrazení efektivnější.
- Kamera disponuje digitálním zoomem, což spolu s možností přiblížit kameru až na vzdálenost 35cm od svařování umožňuje dostatečné zvětšení obrazu.

Ovládání svařovacího hořáku joystickem na ovládacím pultu:
- Stroj je vybaven joystickem, kterým lze simulovat všechny možnosti nastavení pozic pohybových os v reálném čase, prováděných standardně pomocí šipek přímo v systému.
- Joystick je plně proporcionální, tzn. v závislosti na míře jeho vychýlení, do požadované strany, dochází k pohybu daného prvku úměrnou rychlostí jeho vychýlení v obou osách. Pokud je joystick zcela vychýlen do jedné ze stran, bude se daný prvek pohybovat maximální rychlostí pevně nastavenou ve FIRMWARE Řídícího systému. Systém automaticky vypočítá rychlost posunu na základě daného vychýlení jako násobky základní rychlosti, ta je fixně stanovena jako posun o 0,2mm. Tuto rychlost systém kontinuálně násobí až po dosažení limitní hodnoty posunu dané maximálním vychýlením joysticku.
- Celá soustava reaguje s minimální odezvou v řádu milisekund, jedná se tedy o velmi přesný systém, který obsluze, ve spojení s kamerovým systémem, dodá pocit maximální kontroly nad procesem svařování. Joystick je koncipován jako primární zařízení určené pro nastavení pozic daných pohybových os především kvůli jeho citlivosti a přesnosti. V průběhu svařování by tedy pozice svařovacího hořáku měla být laděna primárně joystickem pro dosažení nejlepšího výsledku. V případě joysticku vždy záleží, jaké prostředí je zvoleno, čímž dojde k určení, jaké pohybové osy budou joystickem ovládány.



|

|
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |
 |
 |