



Pozycjoner obrotowy RWP 400.51
WARIANTY URZĄDZENIA
Wybór konieczny
Zielone odcień oznacza element lub część, który powinien być w niektórych z oferowanych opcji zamontowany do urządzenia podczas produkcji i urządzenie bez tego elementu nie można eksploatować - zamówić.
Elementy konstrukcyjne
Żółty odcień oznacza element lub część, który powinien być w niektórych z oferowanych opcji zamontowany do urządzenia podczas produkcji, jest to w zasadzie element, który rozszerza funkcjonalność.
Wyposażenie ogólne
Siwy odcień oznacza element lub część, którym jest możliwe urządzenie do-wyposażyć kiedykolwiek poźniej, montaż możliwy jest we własnym zakresie jest to w zasadzie element, który rozszerza funkcjonalność.
Maszyna nadaje się do pracy w przemyśle lekkim i warsztatach do obróbki metalu o wysokim obciążeniu godzinowym. Wysokiej jakości napęd zabezpiecza płynność i stałą prędkość obrotową, nawet w razie bardzo dużego obciążenia pozaosiowego. System sterowania R3 zapewnia podstawowe funkcje do pełnej automatyzacji procesu produkcji. Maszyna dysponuje sterowanym wyjściem do włączania spawarki.
-
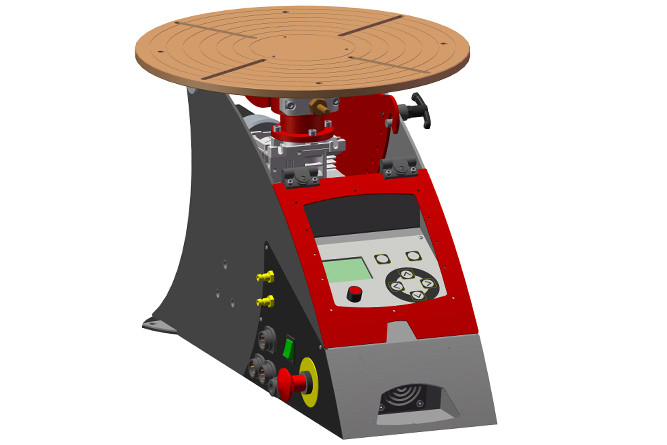
RWP 400.51 to pozycjoner stołowy o wysokości płyty roboczej 370 mm, o nośności maksymalnej 50 kg. Jest to prosta, efektywna maszyna o wysokim standardzie konstrukcyjnym z zastosowaniem wyłącznie komponentów najwyższej klasy.
- Pozycjoner (obrotnik) jest dostarczany w trzech wersjach produkcyjnych - Mk.I, Mk.II, albo Mk.III. Zakres obrotów wrzeciona wersji Mk.I jest położony wyżej dla lżejszych produktów o mniejszej średnicy, kiedy się oczekuje obrót wyższą prędkością, do dyspozycji jest mniejszy moment obrotowy. Wersja Mk.II posiada uniwersalny zakres obrotów wrzeciona z średnim momentem obrotowym dostosowanym do uniwersalnych wyrobów spawanych o wymiarach standardowych. Zakres obrotów wersji Mk.III jest położony nisko, do dyspozycji jest duży moment obrotowy do obracania większych wyrobów o dużych średnicach. Masa wyrobów zbliżona do maksymalnego dozwolonego obciążenia pozycjonera. Wybór wersji produkcyjnej jest zależny od oczekującej użycia eksploatacyjnego.
-
Metalowa konstrukcja jest wyposażona wrzecionem, które umożliwia stosowanie jak deski roboczej, tak i uchwytu uniwersalnego. System sterowania R3 umieszczono w korpusie maszyny i przed rozpryskiem metalu spawalniczego jest chroniony drzwiczkami metalowymi z wziernikiem z szkła poliwęglanowego.
-
Pracę ułatwia specjalny pedał nożny z proporcjonalną regulacją prędkości obrotu wrzeciona. Ręczny pilot to kolejna alternatywa dla zdalnego sterowania maszyną. Oprócz sterowania prędkością obrotów, zarówno rozrusznik nożny, jak i ręczny mogą zawierać wybierak kierunku obrotu wrzeciona.
-
Ze względu na zastosowanie maszyny, zakres elewacji wrzeciona jest 0 - 110°. Elewacja wrzeciona odbywa się ręcznie w małych krokach.
-
Maszyna wyposażona jest w uchwyt do montażu pneumatycznego ramienia palnika spawalniczego, które umożliwia automatyczną pracę pozycjonera. Ramię palnika ma skok pneumatyczny i cztery stopnie swobody. Na końcu ramienia znajduje się precyzyjny support położenia palnika z bezluzową regulacją w dwóch osiach +/- 15 mm oraz możliwością obrotu o 90 ° z blokadą położenia. Blok zaciskowy uchwytu może być wykonany dla technologii MIG lub TIG.
-
Maszyna nadaje się do spawania metodami MIG/MAG i TIG, włącznie spawania łukiem impulsowym i do spawania wiązką plazmy.

Możliwości pod względem użytkowania i technologii
√ Ręczne spawanie obwodowe, zdalne sterowanie prędkością obrotową, możliwość zmiany kierunku obrotów za pomocą ergonomicznie zintegrowanej dźwigni.
√ Automatyczne spawanie w przypadku wyposażenia maszyny w specjalnie opracowane akcesoria. Podłączenie spawarki kablem komunikacyjnym bezpośrednio do pozycjonera.
X Podnoszenie wrzeciona w sposób ciągły za pomocą przekładni.
X Podnoszenie wrzeciona napędzane silnikiem.
X Wrzeciono ma otwór przelotowy do spawania rur.
X Wrzeciono ma otwór przelotowy do podawania gazu formującego pod spoinę.
X Oscylacja palnika wzdłużna i po łuku.
Zalety podstawowe
√ Cyfrowe sterowanie silnikiem krokowym zapewnia stabilną prędkość obrotową nawet przy obciążeniach mimośrodowych.
√ System sterowania wspiera automatyzację spawania, ustawianie kąta obrotu i kąta wyłączenia źródła.
√ Spawanie w trybie ręcznym z regulacją prędkości obrotowej za pomocą proporcjonalnego sterownika nożnego.
√ Maszynę można podłączyć do w pełni zautomatyzowanego systemu produkcyjnego z ramieniem pneumatycznym i sterowaniem źródła prądu.
√ Wyrafinowane ramię palnika z wieloma stopniami swobody zapewniające dużą zmienność przy spawaniu wewnętrznym i zewnętrznym.
√ Trwała konstrukcja z ochroną wrażliwych części, przenoszenie prądu spawania przez profesjonalne frezowane podłączenie obrotowe (kolektor) CuCrZr.
|
MOCE ROBOCZE |
WARTOŚĆ |
|
Maksymalna nośnoć statyczna |
50,0 Kg |
|
Moment obrotowy na wałku wrzeciona (Mk.I / Mk.II / Mk.III) |
18,4 / 38,4 / 79,4 Nm |
|
Moment obrotowy na wałku elewacji wrzeciona |
Ręczna oś |
|
Zakres prędkości obrotów (Mk.I / Mk.II / Mk.III) |
0 - 16,0 / 0 - 8,0 / 0 - 4,0 obr/min |
|
Obciążenie robocze ** |
8/5 |
|
WYMIARY ROBOCZE |
WARTOŚĆ |
|
Maksymalna średnica otaczania (ograniczenie jest ważne jeśli jest zamontowane standartowe ramie do automatyzacji) * |
540 mm |
|
Średnica kołnierza wrzeciona głównego - tym samym zalecana średnica uchwytu uniwersalnego |
125,0 mm |
|
Zalecany rozmiar płyty roboczej |
400,0 x 11,0 mm |
|
OSIE RUCHOWE |
WARTOŚĆ |
|
Obrót wrzeciona |
Program. sterowana oś |
|
Elewacja wrzeciona, ręcznie w drobnych krokach |
0 - 110°, ręczna oś |
|
Elewacja ramienia palnika * |
Pełny zakres, ręczna oś |
|
Ustawienie pozycji podstawowej ramienia (3 przeguby) * |
Pełny zakres, ręczna oś |
|
recyzyjne ustawienie pozycji palnika * |
+/- 15,0mm, ręczna oś |
|
TECHNOLOGIA SPAWANIA I STEROWANIA |
WARTOŚĆ |
|
Odpowiednie metody spawania |
MIG/MAG, TIG, Plasma Weld, Laser |
|
Wrzecionem przenoszony prąd DC |
350A |
|
Wrzecionem przenoszony prąd AC |
270A |
|
Podłączenie urządzenia spawalniczego do systemu START/STOP |
Tak |
| Pedał nożny lub sterowanie ręczne (kontrola prędkości, kierunek obrotów, funkcja Start/Stop) * | Tak |
|
ENERGIE, MEDIA A ŚRODOWISKO |
WARTOŚĆ |
|
Podłączenie z sieci |
1x230V/N/PE/50Hz |
|
Sprężone powietrze (suche, czyste) |
0,5 - 0,7 MPa |
|
Gaz ochronny dla ochrony grani * |
1 droga niezależna |
|
Charakterystyka umieszczenia na pozycji roboczej |
Na stole roboczym, musi być zakotwiczony |
|
Stopień ochrony |
IP 51 C |
|
Moc instalacyjna *** |
- |
|
WYMIARY |
WARTOŚĆ |
|
Wysokość |
370 mm |
|
Szerokość |
198 mm |
|
Długość |
617 mm |
| Masa (bez elementu zaciskowego) *** | 30 Kg |
* Pozycja jest wybierana, albo istnieje więcej możliwości, które się wzajemnie różnią funkcją. Informacje są płatne dla najlepszego wyposażenia.
** 8/5 = obciążenie w jednej zmianie /// 16/6 = przemysłowe obciążenie /// 24/7 = obciążenie ciągłe.
*** Informacje nie można podać dokładnie, dlatego że są zależne na konkretnej konfiguracji. Podana jest maksymalna wartość efektywna.
...Dane techniczne mogą ulec zmianie bez wcześniejszego powiadomienia.
Podane tutaj informacjeopisują system sterowania R3 jako całość z wszystkimi jego możliwościami, które nie muszą być dostępne dla każdego pozycjonera i to w zależności od możliwości technologicznych. Jest to zależne na konkretnej konfiguracji pozycjonera. Zawsze jest potrzebne zaznajomić się z urządzeniem, jeśli jego możliwości technologiczne ze względem na wybraną konfigurację wspierają wszystkie niżej opisane funkcje. Dane stanowią przegląd możliwości systemu sterowania, a nie pozycjonera i nie mają na celu szczegółowego wyjaśniania poszczególnych elementów. Wynika to głównie z trudności w zrozumieniu niektórych bardziej złożonych funkcji lub wyposażenia. Po szczegółowe informacje prosimy zwracać się do działu technicznego HST CREATIVE, albo działu sprzedaży.
System sterowania R3 do pozycjonerów obrotowych HST CREATIVE
√ Łatwe sterowanie dostosowane do zrozumienia przez spawaczy.
√ Wyświetlanie wybranych wartości za pomocą dużego LED wyświetlacza.
√ MENU wewnętrzne jest podzielone do bloków graficznych dla lepszej orientacji.
√ Cyfrowo sterowane opóźnienie spawania, prędkości obrotów i wszystkich funkcji pozostałych.
√ Prędkość obrotów wrzeciona jest sterowana centralnym sterownikiem obrotowym, w trybie gotowości dla szybszej odpowiedzi.
√ Rozdzielenie ustawienia wartości dla obrotu, sterowania źródłem, ramienia, albo gazu formującego.
√ Programowo sterowane i ustawialne sterowanie ramie palnika i gazu formującego.
√ Możliwość układania własnych programów i ustawień do pamięci systemu sterowania za pomocą programowalnego interfejsu wewnątrz systemu.
![]()
Funkcje technologiczne układu sterowania pozycjonerami obrotowymi:
Sterowanie:
- 2 Takt. To tryb, w którym cykl pracy rozpoczyna się po naciśnięciu i trzymaniu pedału sterującego lub przycisku na pilocie a kończy się dopiero po jego zwolnieniu. Jest to zatem tak zwany tryb dwóch ruchów. Jednak dzieje się tak tylko wtedy, gdy nie są aktywowane funkcje automatycznej kontroli obrotów wrzeciona. Typowym zastosowaniem tego trybu jest spawanie w pozycji siedzącej, gdzie istnieje możliwość natychmiastowej reakcji na potrzeby obrotu konstrukcji spawanej.
- 4 Takt. Istnieje tryb, w którym po naciśnięciu i ponownym puszczeniu pedału sterującego lub przycisku na pilocie rozpoczyna się cykl pracy, który jest ponownie zakończony wciśnięciem i zwolnieniem pedału lub przycisku. Jest to zatem tak zwany tryb czterech ruchów. Jednak dzieje się tak tylko wtedy, gdy nie są aktywowane funkcje automatycznej kontroli obrotów wrzeciona. Typowym zastosowaniem tego trybu jest spawanie w pozycji stojącej, które umożliwia lokalny ruch spawacza przy nieprzerwanym obracaniu wrzeciona.
- Automatyka. Jest to tryb automatycznego kontroli obrotów wrzeciona. Oznacza to, że wrzeciona obracają się o podany kąt w zakresie od 0 ° do 730 °. Po naciśnięciu pedału lub przycisku na pilocie rozpoczyna się cykl pracy, który zostaje automatycznie zakończony po osiągnięciu zadanego kąta obrotu. Kąt obrotu można ustawić w bloku „Obrót”, opisane niżej.
- Dolna prędkość. Określa minimalną regulowaną prędkość wrzeciona (obr./min) w trybie gotowości. Co oznacza minimalną prędkość wrzeciona, z której można zwiększyć prędkość. Nie będzie możliwe obrócenie wrzeciona poniżej wartości, która zostanie ustawiona w tym bloku. Dlatego jeśli chcesz korzystać z pełnego zakresu prędkości pozycjonera, należy ustawić 0,0 obr./min. Maksymalna możliwa do ustawienia wartość jest zawsze równa maksymalnej możliwej prędkości, patrz tabliczka znamionowa maszyny.
Obrót:
- Średnica elementu spawanego. Wprowadź tutaj średnicę spawanej konstrukcji, system sterowania automatycznie wyliczy postęp spawania, tj. względna prędkość posuwu palnika spawalniczego. System wyświetla tę wartość na wyświetlaczu w trybie gotowości. Ustawienie w cm w zakresie od 0,0 do 300,0 cm.
- Kierunek obrotu. Ustawienie kierunku obrotu w osi obrotu. (Wybór: W kierunku, albo Przeciw kierunku skazówek zegara).
- Opóźnienie obrotu. Funkcja jest potrzebna do poprawnego ustawienia przetopu. Ustawiamy opóźnienie pomiędzy włączeniem źródła i rozpoczęciem obrotu. Wartość ustawiamy w sekundach z dokładnością 0,1 s, w zakresie od 0,0 do 15,0 s.
- Kąt obrotu. Ustawiamy o jaki kąt całkowity obróci się wrzeciono. Wartość graniczna to 730°. Funkcja jest aktywna wyłącznie podczas trybu Automatycznej kontroli obrotu wrzeciona w sekcji “Sterowanie”, opisane niżej.
- Wyłączenie źródła. Określa punkt, kiedy system wyłączy źródło. Ustawienie w stopniach. Wartość graniczna to 730°. Funkcja jest aktywna wyłącznie podczas trybu Automatycznej kontroli obrotu wrzeciona w sekcji “Sterowanie”, opisane niżej.
- Powrót do 0. Określa tryb powrotu wrzeciona do pozycji wyjściowej z powodu odnalezienia pozycji wyjściowej (naprz. Kierunkowo określone przyrządy mocujące), lub w celu odkręcenia węży energii i gazów. Funkcja jest aktywna wyłącznie podczas trybu Automatycznej kontroli obrotu wrzeciona w sekcji “Sterowanie”, opisane niżej.
Gaz:
- Funkcja jest dostępna jeśli jest pozycjoner wyposażone zaworem do włączania gazu formującego (opcja).
- Przed-dmuch gazu. Określa, jak długo będzie włączony zawór gazu ochronnego przed rozpoczęciem spawania. Ustawienie w sekundach w zakresie od 0,0 do 15,0 s. Przy ustawieniu 0,0 s jest funkcja nieaktywna.
- Do-dmuch gazu. Określa, jak długo będzie włączony zawór gazu ochronnego po wyłączeniu źródła spawania. Ustawienie w sekundach w zakresie od 0,0 do 15,0 s. Przy ustawieniu 0,0 s jest funkcja nieaktywna.
Palnik:
- Funkcja jest dostępna jeśli jest pozycjoner wyposażone zaworem do włączania gazu formującego (opcja)
- Przed spawaniem. Ustawiamy przychylenie palnika do miejsca spawania. (Wybór: Automatycznie, co oznacza: Palnik będzie przychylony automatycznie po włączeniu trybu roboczego, albo Ręcznie, co oznacza: Palnik czeka na komendę poprzez przycisk na panelu, następnie dojdzie do włączenia trybu roboczego).
- Po spawaniu. Ustawiamy odchylenie palnika od miejsca spawania. (Wybór: Automatycznie, co oznacza: Palnik będzie odchylony automatycznie po wyłączeniu trybu roboczego, albo Ręcznie, co oznacza: Palnik czeka na komendę poprzez przycisk na panelu, następnie dojdzie do odchylenia palnika od miejsca spawania).
Elementy spawane:
- Mogą być spawane elementy, które spełniają wymiarowe i wagowe ograniczenia pozycjonera i to bez ograniczeń co do metod spawania.
- Proces spawania może przebiegać w dowolnym kącie elewacji wrzeciona w ramach możliwości pozycjonera. To jest zupełnie niezależne na mimośrodowym obciążeniu pozycjonera z powodu cyfrowej koncepcji napędu.
- System sterowania jest zdolny sterować kątem obrotu i kąt wyłączenia źródła niezależnie. W ten sposób można uzyskać doskonałe połączenie ściegu spoiny przy spawaniu automatycznym. Oczywiście możliwe jest również sterowanie całkowicie ręczne.
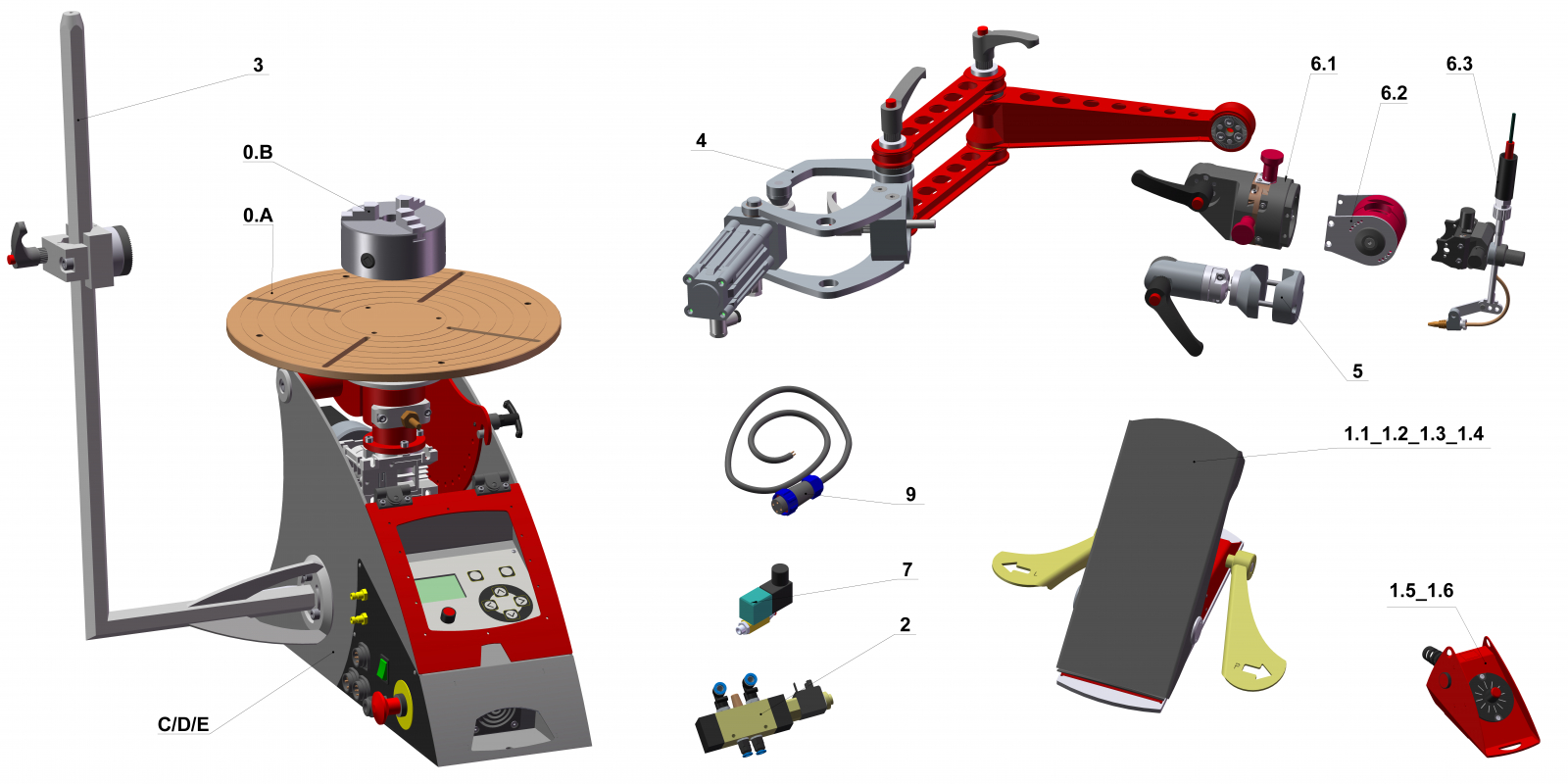
Urządzenie ze standardowym wyposażeniem
C

Podstawowe urządzenie przygotowane do dokładnej konfiguracji
(( 1 )) Wybór elementów sterujących i przyrządów mocujących
(( 2 )) Wybór ramienia palnika spawalniczego i funkcji przyrządów do mocowania palnika
(( 3 )) Wybór akcesoriów technologicznych i ulepszeń
(( 4 )) Wybór źródeł prądu i pozostałego oprzyrządzenia
Podstawowe wyposażenie opcjonalne
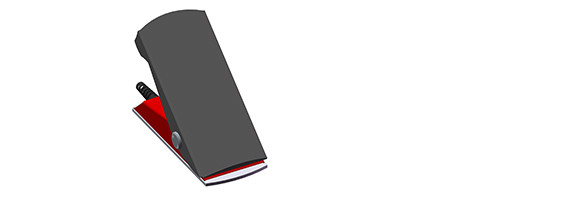
1.1
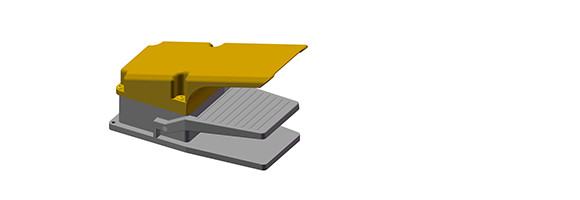
Podstawowy rodzaj pedału nożnego z funkcją START/STOP
(( √ )) Pozycja jest niezbędna do przewidywalnej funkcji urządzenia, MA ALTERNATYWĘ (FPS02, FPR03/04, HCR01/02)
((Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Możliwe podłączenia kiedykolwiek do wtyczki standardowej na urządzeniu i wybrać w Systemu sterowania R3
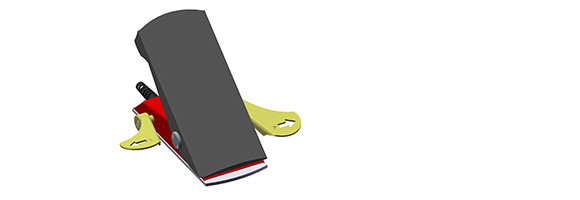
1.2
Pedał nożny z funkcją START/STOP i rozszerzoną funkcjonalnością do zmiany kierunku obrotu
(( √ )) Pozycja jest niezbędna do przewidywalnej funkcji urządzenia, MA ALTERNATYWĘ (FPS02, FPR03/04, HCR01/02)
((Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Możliwe podłączenia kiedykolwiek do wtyczki standardowej na urządzeniu i wybrać w Systemu sterowania R3
1.3
Pedał nożny z funkcją START/STOP i rozszerzoną funkcjonalnością do zmiany prędkości obrotu
(( √ )) Pozycja jest niezbędna do przewidywalnej funkcji urządzenia, MA ALTERNATYWĘ (FPS02, FPR03/04, HCR01/02)
((Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Możliwe podłączenia kiedykolwiek do wtyczki standardowej na urządzeniu i wybrać w Systemu sterowania R3
1.4
Pedał nożny z funkcją START/STOP i rozszerzoną funkcjonalnością do zmiany kierunku i prędkości obrotu
(( √ )) Pozycja jest niezbędna do przewidywalnej funkcji urządzenia, MA ALTERNATYWĘ (FPS02, FPR03/04, HCR01/02)
((Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Możliwe podłączenia kiedykolwiek do wtyczki standardowej na urządzeniu i wybrać w Systemu sterowania R3
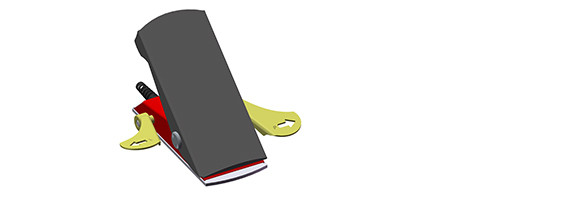
1.5

Pilot ręczny z funkcją START/STOP i rozszerzoną funkcjonalnością do zmiany prędkości obrotu
(( √ )) Pozycja jest niezbędna do przewidywalnej funkcji urządzenia, MA ALTERNATYWĘ (FPS02, FPR03/04, HCR01/02)
((Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Możliwe podłączenia kiedykolwiek do wtyczki standardowej na urządzeniu i wybrać w Systemu sterowania R3
1.6

Pilot ręczny z funkcją START/STOP i rozszerzoną funkcjonalnością do zmiany kierunku i prędkości obrotu
(( √ )) Pozycja jest niezbędna do przewidywalnej funkcji urządzenia, MA ALTERNATYWĘ (FPS02, FPR03/04, HCR01/02)
((Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Możliwe podłączenia kiedykolwiek do wtyczki standardowej na urządzeniu i wybrać w Systemu sterowania R3
Akcesoria do automatyzacji spawania
2
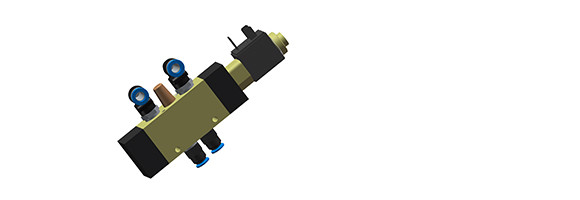
Zawór i węże 1,2m dla sterowania siłownika pneumatycznego ręki spawalniczej ARM FLEXI, zintegrowane do urządzenia
(( √ )) Urządzenia do sterowania przychylenia / odchylenia ręki, Nie ma alternatywy
(( Kombinacja )) Wskazane dopełnić o rękę spawalniczą ARM FLEXI
(( Możliwości )) Jest możliwe użyć do innych urządzeń pneumatycznych o tym samym ciśnieniu roboczym
(( Stan )) Jest montowany bezpośrednio podczas produkcji
3
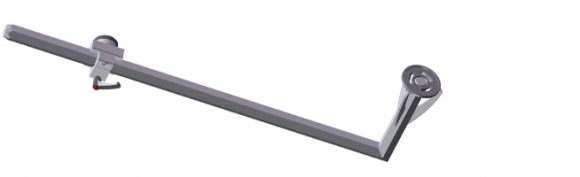
Sześciokątny słupek dla ARM FLEXI z ruchem ręcznym i z mechaniczną blokadą, długość 1000 mm
(( √ )) Słupek dla montażu systemów do automatyzacji procesu spawania, Nie ma alternatywy
(( Kombinacja )) Wskazane dopełnić o rękę spawalniczą ARM FLEXI
(( Możliwości )) Nie są
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
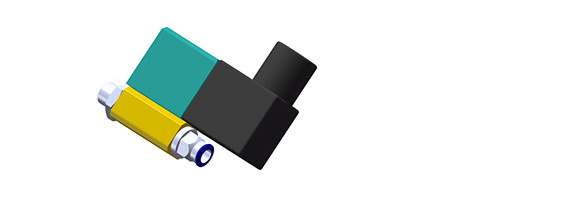
4

Pneumatycznie sterowana ręka 2x280 mm z czterema stopniami swobody, dla łatwej automatyzacji spawania
(( √ )) Ręka palnika spawalniczego dla łatwej automatyzacji procesu spawania, Nie ma alternatywy
(( Kombinacja )) Trzeba dalej dołożyć pozycję ARM 1 JOINT HOLDER, albo ARM 2 SLIDE
(( Możliwości )) Nie są
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
5
Przegubowy segment umożliwiający mocowanie palnika spawalniczego prostego o średnicach 28 - 42 mm
(( √ )) Pozycja jest niezbędna do pożądanej funkcji urządzenia, MA ALTERNATYWĘ (ARM 2 SLIDE)
(( Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
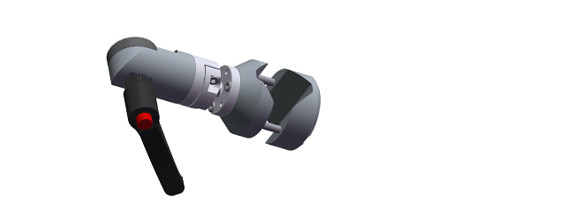
6.1

Głowica palnika +/- 15 mm osie X/Z. Obrót wzdłużny z blokowaniem po 30°. Wychylenie po 15°
(( √ )) Pozycja jest niezbędna do pożądanej funkcji urządzenia, MA ALTERNATYWĘ (ARM 1 JOINT HOLDER)
(( Kombinacja )) Ten element trzeba do-wyposażyć o pozycję (ARM 2 TILT TORCH HOLDER)
(( Możliwości )) Nie są
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
6.2
Uchwyt maszynowego MIG, lub TIG palnika z funkcją elewacji w 7 blokowanych pozycjach (stopniach)
(( √ )) Pozycja jest niezbędna do pożądanej funkcji urządzenia, Nie ma alternatywy
(( Kombinacja )) Na ten element, w przypadku instalacji Podawania zimnego drutu montuje ARM 2 SLIDE MICRO
(( Możliwości )) Wybór średnicy palnika, który jest zamocowany w elemencie, standard jest 34 mm. Zawsze chodzi o palnika prosty
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
6.3

Element końcowy podawania zimnego drutu z możliwością delikatnym ustawieniem +/- 5 mm z dyszą chłodzoną
(( √ )) Precyzyjnie wykonany zestaw doprowadza drut wprost do spawu, Nie ma alternatywy
(( Kombinacja )) Montuje się na ARM 2 TILT TORCH HOLDER
(( Możliwości )) Nie są
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
7
Zestaw do włączania gazu formującego - jedna droga
(( √ )) Urządzenie pomocnicze poprawia czynność maszyny włączaniem gazu formującego, Nie ma alternatywy
(( Kombinacja )) Nie są
(( Możliwości )) Nie są
(( Stan )) Jest montowany bezpośrednio podczas produkcji
8

Zestaw elektroniki i elementów instalacyjnych do podłączenia Podajnika CW06 ROBOT do pozycjonera
(( √ )) Poszerza możliwości urządzenia o funkcję włączanie cyklu roboczego Podajnika drutu, Nie ma alternatywy
(( Kombinacja )) Zaprojektowany do użytku z podajnikiem zimnego drutu CW06 ROBOT
(( Możliwości )) Na zasadzie START/STOP można użyć także z innym urządzeniem, który wspiera taką samą funkcję
(( Stan )) Jest montowany bezpośrednio podczas produkcji
9
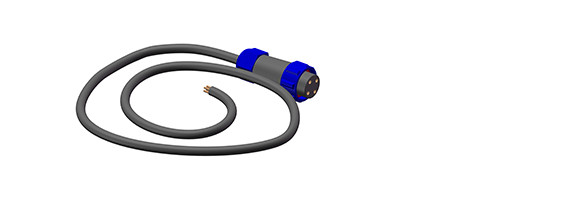
Samodzielny kabel z wtyczką znormalizowaną po stronie urządzenia, po stronie źródła bez wtyczki
(( √ )) Kabel do podłączenia elementu przełączającego do spawarki, do włączania łuku spawalniczego, Nie ma alternatywy
(( Kombinacja )) Nie są
(( Możliwości )) Na zamówienie można wybrać inne długości kabli
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
Inne akcesoria i mocowanie
0.A
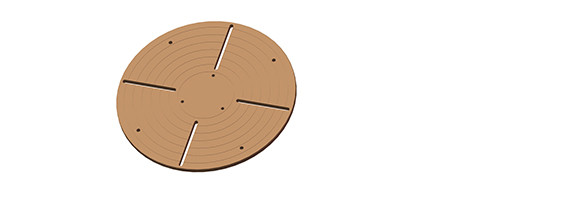
Płyta robocza o średnicy 400 mm, grubości 11 mm, 4 rowki 124x8,5 mm, masa 10,3 kg
(( √ )) Płytę roboczą można zamontować na kołnierze wrzecion bez elementów przejściowych wprost, MA ALTERNATYWĘ
(( Kombinacja )) Nie są
(( Możliwości )) Można wybrać i inne płyty robocze, te trzeba zamontować za pomocą elementów przejściowych
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
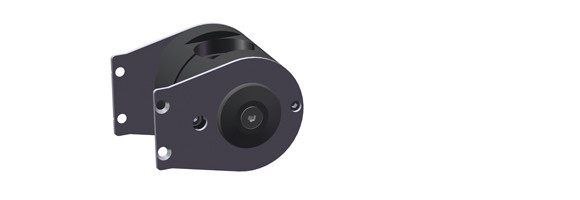
0.B
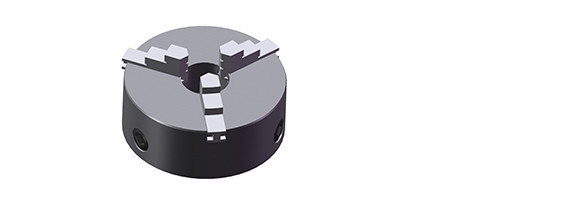
Trójszczękowy uchwyt uniwersalny z zmianą przełożenia dla spawania, otwór 28 mm, masa 4 kg
(( √ )) Uchwyt ten można zamontować na kołnierze wrzecion bez elementów przejściowych wprost, MA ALTERNATYWĘ
(( Kombinacja )) Uchwyt ma możliwość wyposażenia w segmenty rozszerzające (na zamówienie)
(( Możliwości )) Można wybrać i inne uchwyty uniwersalne, te trzeba zamontować za pomocą elementów przejściowych
(( Stan )) Można go zainstalować w prosty sposób bez użycia specjalnych narzędzi
 Pozycjoner obrotowy RWP 400.51 |
 Pozycjoner obrotowy RWP 400.51 |
 Pozycjoner obrotowy RWP 400.51 |
 Pozycjoner obrotowy RWP 400.51 |
|||
 Pozycjoner obrotowy RWP 400.51 |