



Sestavovací Linka ASSEMBLER
Určením zařízení je přesné sestavování a svařování rozměrných a hmotných válcových částí velkokapacitních nádob, sloupů, nosičů apod. Operační program s rozfázováním operací je srozumitelný a sestavování je tak v rámci možností přípravy dílů snadné. Integrace plné možnosti podvařování a svařování je výtečnou možností pro efektivní zakomponování do výrobních linií v těžkém průmyslu.
Jedná se o zakázkové řešení, které je poskytováno pouze na míru. Vzhledem ke komplexnosti celého systému a jeho částí je vždy nutná velmi důkladná konzultace požadavků. Případná proveditelnost a finální technické řešení projektu je poskytováno jako speciální projektové řešení a vždy přesně podle parametrů požadovaných produktů, konkrétní aplikace, nebo výrobního programu zákazníka.
-
ASSEMBLER CONTROL WELDING je počítačem řízená linka pro sestavování a svařování plášťů velkokapacitních nádob a různých trubkových nosníků s maximálním točným průměrem až 5000mm a maximální nosností 25 000kg.
-
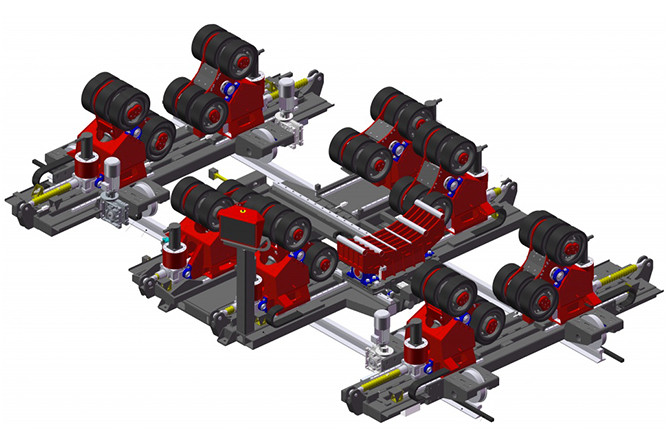
Mechanická koncepce je tvořena třemi samostatnými bloky, které jsou osazeny celkem čtyřmi páry samostavitelných kladkových jednotek, které spolupracují jako komplet centrálně řízený ve vzájemné závislosti.
-
První blok spočívá jako celek na ocelových lemovaných kolech a je volně podélně pohyblivý po kolejišti. Blok je osazen prvním párem kladových jednotek, které jsou osazeny dvanácti kladkami s povrchem z vulkanizované pryže. Počítačem řízený rozvor kladkových jednotek realizují vysokovýkonné krokové motory připojené k převodovce s kuličkovým šroubem přes elektrickou bezpečnostní brzdu.
-
Druhý blok je pevný, leží fixovaný na kolejišti a slučuje na jedné platformě druhý a třetí pár kladkových jednotek. Ve středu bloku je na dvou mohutných lineárních vedeních uloženo těžké samostavitelné lože pro odsunování nádoby při operaci připojení dalšího dílu, lože je motorově poháněné a je pojato jako řízená osa. Druhý pár kladkových jednotek spočívá na přesném podélném vedení pohyblivém o 100mm pomocí hydraulických válců sloužící pro přisazení dalšího dílů - DRIFT. Je osazen jedenácti kladkami s povrchem z vulkanizované pryže a jednou kladkou s povrchem tvořeným CrNi ocelí, které jsou poháněny synchronizovanými výkonnými digitálně řízenými motory tak, že poháněné jsou všechny kladky. Třetí pár kladkových jednotek je osazen jedenácti kladkami s povrchem z vulkanizované pryže a jednou kladkou s povrchem tvořeným CrNi ocelí. Počítačem řízený rozvor druhého a třetího páru kladkových jednotek realizují vysokovýkonné krokové motory připojené k převodovce s kuličkovým šroubem přes elektrickou bezpečnostní brzdu. Druhý blok integruje také tavidlovou podložku s nekonečným pásem podávání tavidla pod vnitřní svar.
-
Třetí blok spočívá jako celek na ocelových lemovaných kolech a je motoricky podélně pohyblivý po kolejišti při operaci připojení dalšího dílu s délkou pohybu odpovídající délce svařované nádoby. Blok je osazen čtvrtým párem kladových jednotek, jednotky jsou osazeny dvanácti kladkami s povrchem z vulkanizované pryže, které jsou poháněny synchronizovanými výkonnými digitálně řízenými motory tak, že poháněné jsou všechny kladky. Počítačem řízený rozvor kladkových jednotek realizují vysokovýkonné krokové motory připojené k převodovce s kuličkovým šroubem přes elektrickou bezpečnostní brzdu.
-
Tavidlová poduška je vertikálně pohyblivá s nastavitelnou silou přítlaku na spodní stranu svařované nádoby. Nekonečný pás dodává tavidlo pod svar a nespotřebované tavidlo je vreceno do zásobníku.
-
Operátor má pracoviště umístěné mezi druhým a třetím párem kladkových jednotek. Po pravé ruce má operátor dotykový display pro ovládání celého zařízení, operační program je složitou kompozicí automatických a poloautomatických funkcí navržených jako fázově rozčleněné bloky pracovních operací. Samotné stehování dvou sestavovaných dílů probíhá klasicky metodou TIG, svařování vnitřních svarů a vnějších svarů je realizováno za pomocí sloupového svařovacího automatu libovolnou metodou svařování. ASSEMBLER je možné propojit s pracovištěm sloupového automatu dálkovým ovladačem pro svařování. Řídící systém a veškerá elektonika jsou umístěny ve dvou rozvaděčových skříních.
Hlavní výhody
√ Skokový růst produktivity v důsledku eliminace prostojů při manipulaci a růst kvality následného svařování díky přesně sestaveným dílům.
√ Postupný systém sestavování a pohyb nádoby po kolejích na třetím bloku a centrálním těžkém loži nevyžaduje-neblokuje dílenský jeřáb.
√ Možnost svařovat vnitřní i vnější svary přímo po nastehování bez manipulace s vyráběnou nádobou, ochrana kořene tavidlovou poduškou.
√ Vysoce propracovaný systém fázované výroby filozofie FIFO kombinovaný s plně manuálním ovládáním reaguje na všechny potřeby.
√ Zvýšení bezpečnosti práce díky držení sestavovaných dílů v kladkových jednotkách, bezpečnostní systém s brzdami a pádovými čidly.
 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |
 |
 |