



Spawalniczy Automat liniowy AWL 2050.25 LIFT
WARIANTY URZĄDZENIA
Urządzenie nadaje się do pracy w warsztatach i przemyśle do obróbki metalu o wysokim obciążeniu godzinowym. Urządzenie może pracować w trybie ręcznym lub automatycznym o wyższym poziomie funkcji automatycznych włącznie funkcji do zwiększenia wydajności pracy. System sterowania LCS 06 zapewnia wyjątkowo wyrafinowane podejście do funkcji, w tym komunikacji ze źródłem prądu.
Jest to rozwiązanie niestandardowe, które jest dostarczane tylko na miarę. Ewentualna wykonalność i ostateczne rozwiązanie techniczne projektu jest dostarczane jako specjalne rozwiązanie projektowe i zawsze dokładnie według parametrów wymaganych produktów, konkretnych zastosowań lub programu produkcyjnego klienta.
-
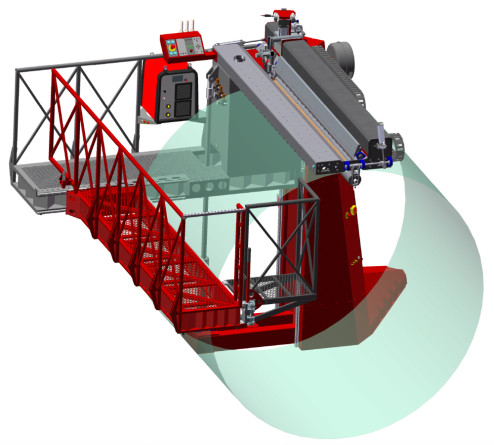
AWL 2050.25 LIFT to maszyna do spawania wzdłużnego na podkładce miedzianej z obustronnym trzymaniem elementu spawanego o maksymalnej długości 2050mm oraz z kontrolowaną ochroną grani spoiny gazem obojętnym przez system Cascade Gas. Podstawa maszyny wykonana jest ze stali i jest podparta dwoma ergonomicznie ukształtowanymi wspornikami. Wewnątrz tej podstawy znajdują się wszystkie elementy elektroniczne maszyny oraz układ chłodzenia. Maszyna przeznaczona jest do spawania TIG DC, TIG AC, Plasma Weld DC, Plasma Weld AC i nadaje się do spawania stali stopowych i niestopowych, stali CrNi, miedzi, aluminium, tytanu i innych materiałów, takich jak stal ocynkowana i stal aluminiowana.
-
Konstrukcja ramion nośnych maszyny została zaprojektowana jako spawana stalowa półskorupowa konstrukcja przestrzenna, która dzięki unikalnej konstrukcji sprężystości charakteryzuje się kontrolowaną elastycznością. Oba ramiona są przymocowane do bloku centralnego, który trzyma trzpień spawalniczy, lewe ramię podtrzymuje prowadnicę liniową wspornika palnika. Półfabrykat dociskany jest pneumatycznie do trzpienia zgrzewającego za pomocą dźwigni z poprzecznie regulowanymi segmentami wykonanymi z wysokiej jakości stopu CuCrZr (maszyna może być na zamówienie wyposażona w segmenty ze stali nierdzewnej, które są niezbędne do zgrzewania aluminium dla lepszego chłodzenia po spawaniu).
-
Centralny blok jest umieszczony na solidnej konstrukcji spawanej przestrzennie, w której znajduje się elektronika sterująca. Dzięki hydraulicznemu mechanizmowi podnoszącemu można osiągnąć maksymalną średnicę do 2500 mm. Hydrauliczny mechanizm podnoszenia prowadzony jest na prowadnicach liniowych na solidnej kolumnie centralnej z dwoma podporami stabilizującymi i siłownikiem hydraulicznym o długości skoku 1490mm. Skok jest sterowany elektronicznie z panelu sterowania maszyny.
-
Podczas budowy urządzenia rozwiązaliśmy również problem odsysania spalin spawalniczych poprzez zintegrowanie kanału ssącego bezpośrednio z konstrukcją, bez negatywnego wpływu na proces spawania, co jest zaletą zwłaszcza przy spawaniu materiałów ocynkowanych. Podłączenie tego urządzenia jest rozwiązane rurą o średnicy 100 mm.
-
Częścią konstrukcji są wystarczająco zwymiarowane pomosty stalowe zapewniające wygodną obsługę maszyny nawet w przypadku spawania większych średnic, gdy podstawa maszyny jest podniesiona. Pomosty te są trwale połączone z podstawą maszyny, dzięki czemu wznoszą się płynnie razem z maszyną i są wyposażone w poręcze zabezpieczające operatora przed upadkiem.
-
Trzpień spawalniczy wykonany jest ze stali niskostopowej o dużej wytrzymałości na zginanie. Wyjątkowo zaprojektowana, precyzyjnie obrobiona listwa ze stopu CuCrZr, chłodzona wewnętrznie cieczą, jest zamontowana na trzpieniu, w którym jest również zintegrowany system Cascade Gas do oszczędzania gazu osłonowego przy jednoczesnej ochronie grani spoiny. Listwa stykowa może być wykonana na zamówienie ze stali nierdzewnej, która jest niezbędna np. do spawania aluminium.
-
Gospodarka gazowa podzielona jest na trzy niezależne ścieżki. Ścieżka palnika, ścieżka dochładzania ścieżki spawania i ścieżka gazu formującego. Ścieżka gazu formującego wykorzystuje unikalny system kaskadowej ochrony grani spoiny Cascade Gas. System zaworów przełącza rozprowadzanie gazu formującego w taki sposób, że gaz chroni grań spoiny tylko do wymaganej długości w zależności od aktualnej pozycji palnika spawalniczego, zgodnie z którym system Cascade Gas automatycznie dzieli gaz formujący na sekcje. Dzięki temu zużycie gazu formującego jest znacznie zmniejszone nawet o 80%. Wszystkie trasy gazowe są wyposażone w precyzyjne przepływomierze i zawory, które precyzyjnie kontrolują przepływ gazu.
-
Suport palnika jest wyposażony w pneumatycznie sterowany uchwyt palnika, który jest zaparkowany w pozycji poziomej, aby ułatwić wizualną kontrolę stanu części palnika. Suport napędzany jest bezluzowym systemem serwo-silnika, przekładni planetarnej i napędu pasowego. Pozycjonowanie palnika ma powtarzalną dokładność 0,2 mm i prędkość spawania od 10 cm/min do 300 cm/min, posuw szybki to 600 cm/min.
-
Urządzenie można wyposażyć w podajnik drutu zimnego HST CREATIVE CW 07, co rozszerza możliwości zastosowania urządzenia przy spawaniu grubszych blach. Podajnik zimnego drutu jest w pełni kontrolowany przez układ sterowania maszyny i zapewnia maksymalne możliwości ustawiania parametrów.
-
Urządzenie jest sterowane przez doskonały cyfrowy System Sterowania LCS 06, który został zaprojektowany specjalnie dla maszyn wykonujących spoiny wzdłużne. System posiada szeroką gamę funkcjonalnych urządzeń, które rozwiązują wszystkie znane potrzeby spawania liniowego. Dodatkowo LSC 06 steruje całą gamą ciekawych i wyrafinowanych funkcji, w tym regulacją mocy spawania za pomocą logiki UP/DOWN.
Zalety podstawowe
√ Możliwość ustawienia wysokości roboczej maszyny w zakresie maksymalnej średnicy elementu spawanego do 2500 mm za pomocą hydrauliki.
√ Konstrukcja mechaniczna z kontrolowaną elastycznością i zaciskaniem za pomocą segmentów dociskowych z regulowaną siłą docisku i rozstawem w celu optymalizacji mocowania.
√ Zastosowanie wysokiej jakości stopu typu CuCrZr na szynę bazową i segmenty ciśnieniowe wydłuża żywotność obciążonych części.
√ Zaparkowanie palnika w pozycji poziomej ułatwia wzrokową kontrolę części palnika w celu wyeliminowania złomu spowodowanego wadami palnika.
√ Trójstronne zarządzanie gazami technicznymi z unikalnym “Cascade Gas” pozwalającym zaoszczędzić do 80% gazu podczas formowania grani spoiny.
√ System chłodzenia cieczą zintegrowany bezpośrednio do konstrukcji urządzenia o wydajności chłodniczej wystarczającej do jednoczesnego chłodzenia trzpienia i palnika.
√ Możliwość dodania cyfrowego podajnika zimnego drutu sterowanego bezpośrednio przez system pozwala na wykonanie znormalizowanych spoin o przekroju przewyższonym.
√ Zintegrowany system odciągu spalin bezpośrednio od palnika o wysokiej wydajności odciągu spawania o wysokim stopniu zadymienia.
√ System sterowania LCS06 z wyrafinowanymi funkcjami i specjalnie zaprojektowanymi programami do kontrolowanego fazowania produkcji znacznie zwiększający wydajność pracy.
LCS 06 to cyfrowy system sterowania zaprojektowany specjalnie do spawania wzdłużnego. System posiada szeroki zakres funkcji,które rozwiązują znane problemy spawania wzdłużnego. Dane stanowią przegląd możliwości systemu sterowania, a nie maszyny i nie mają na celu szczegółowego wyjaśniania poszczególnych elementów. Wynika to głównie z trudności w zrozumieniu niektórych bardziej złożonych funkcji lub wyposażenia. Po szczegółowe informacje prosimy zwracać się do działu technicznego HST CREATIVE, albo działu sprzedaży.

System sterowania LCS 06
Wybór podstawowy
- Do dyspozycji jest tryb w pełni automatyczny, kiedy urządzenie steruje ruchem palnika i pozostałymi funkcjami automatycznie. Obsługa ma tylko za zadanie wkładanie blachy do spawania i jej wyciągnięcie po wykonanym spawu.
- Ręczny tryb spawania, wszystkie funkcje urządzenia trzeba włączać na sterownikach osobno. Tryb ten jest optymalny do spawania pojedynczych wyrobów, albo podczas ustawienia nowych parametrów spawania.
- Tryb NO WELD umożliwia sprawdzenie parametrów ustawionego programu na próżno (źródło spawania zostaje nie aktywne).
Tryby robocze
- Spaw ciągły.
- Spaw przerywany.
- Punktowanie.
- Punktowanie z następnym spawaniem.
- Tryb przesuniętego spawu.
- Spawanie od środka.
- Spaw początkowy.
Funkcje robocze
- Ustawienie długości wstępnego wydmuchu gazu osłonowego.
- Ustawienie początku spawania. Określa, gdzie maszyna rozpoczyna spawanie.
- Ustawienie opóźnienia nagrzewania materiału.
- Ustawienie długości spoiny. Określa długość spoiny.
- Funkcja wczesnego zatrzymania. Pozwala ustawić, jak daleko od zamierzonego końca źródło zakończy spawanie.
- Spawanie przerywane to funkcja pozwalająca na wykonanie dowolnej ilości ściegów o dowolnej długości na produkcie.
- Punktowanie to funkcja, która pozwala wykonanie dowolnej ilości punktów na produkcie.
- Wybór programu źródła spawania.
Programowanie
- LCS 6 to system, który pozwala użytkownikowi układać do memory boksów (miejsce w pamięci) całkowite ustawienie do konkretnego produktu.
- Możliwe jest słowne nazywanie programów i kojarzenie ich z programami na spawarce.
- Do dyspozycji jest 100 miejsc.
Funkcje wspierające
-
Potwierdzenie łuku. Urządzenie czeka na sygnał z źródła i dopiero po jego otrzymaniu rozpocznie ustawiony program roboczy. Ta funkcja jest podstawowa do spawania cienkich blach, zwłaszcza Al. Funkcja eliminuje również błędy w zapłonu źródła.
-
System kontrolny. Wysokie zaawansowanie maszyny podkreśla system kontrolny, który śledzi poprawność ustawień i blokuje maszynę w przypadku błędu funkcjonalnego lub użytkownika. Błędy są następnie wyświetlane na wyświetlaczu i również wskazywane przez zapaloną diodę LED.
-
Funkcja AR. Całkowicie unikalna jest funkcja AR, która pozwala spawać nawet arkusze, które nie są cięte prosto, bez konieczności przełączania lub obracania całego materiału. Funkcja ta jest nieoceniona w praktyce, ponieważ pozwala spawać niedokładnie cięte arkusze z wydajnością, jakiej maszyna bez takiej funkcji nigdy nie osiągnie.
-
Funkcja spawania od środka. Umożliwia spawanie od środka w prawo, następnie palnik wraca do środka do już pospawanego miejsca i wykonuje spawanie w lewo. Funkcja nadaje się do spawania grubszych materiałów w sytuacji, gdy spawane rury są wyjątkowo niedokładne.
|
MOCE ROBOCZE |
WARTOŚĆ |
|
Maksymalna prędkość spawania (prędkość palnika) |
300,0 cm/min |
|
Minimalna prędkość spawania (prędkość palnika) |
10,0 cm/min |
|
Maksymalne osiągalne ciśnienie mocowania blachy (płaszcza/rury) |
250,0 N/mm2 |
|
Minimalne osiągalne ciśnienie mocowania blachy (płaszcza/rury) |
0,35 N/mm2 |
|
Obciążenie robocze ** |
24/7 |
|
WYMIARY ROBOCZE |
WARTOŚĆ |
|
Maksymalna długość blachy (płaszcza/rury) |
2050,0 mm |
|
Minimalna efektywna długość blachy (płaszcza/rury) |
50,0 mm |
|
Maksymalna średnica płaszcza/rury w okrągłym stanie |
2500,0 mm |
|
Min. średnica płaszcza/rury (możliwość wyboru średnicy trzpienia) * |
120,0 mm |
|
Maksymalna efektywna grubość spawanego płaszcza/rury |
5,0 mm |
|
Maksymalna grubość spawanego płaszcza/rury |
6,0 mm |
|
Minimalna efektywna grubość spawanego płaszcza/rury |
0,3 mm |
|
OSIE RUCHOWE |
WARTOŚĆ |
|
Ruch głowicy spawalniczej |
Program. sterowana oś |
|
Precyzyjne ustawienie pozycji palnika |
+/- 10,0 mm, ręcznie |
|
Precyzyjne ustawienie pozycji dyszy podawania zimnego drutu * |
+/- 5,0 mm, ręcznie |
|
TECHNOLOGIA SPAWANIA I STEROWANIA |
WARTOŚĆ |
|
Odpowiednie metody spawania |
TIG AC/DC, Plasma Weld AC/DC |
|
Sterowanie gazu ochrony grani |
System CascadeGas |
|
Podłączenie urządzenia spawalniczego do systemu START/STOP |
Tak |
|
Sterowanie sekwencji włączania źródła prądu |
Tak |
|
Dokładne sterowanie pneumatycznego docisku spawanego płaszcza/rury |
Tak |
|
Automatyczne fazowanie mocowania płaszcza/rury * |
Tak |
|
Programowo sterowane podawanie drutu (0,6 / 0,8 / 1,0 / 1,2 / 1,6 mm)(Fe / CrNi / CrMo / Flux / Al / Cu) * |
Tak |
|
ENERGIE, MEDIA A ŚRODOWISKO |
WARTOŚĆ |
|
Podłączenie z sieci |
3x400V/N/PE/50Hz |
|
Sprężone powietrze (suche, czyste) |
0,5 - 0,7 MPa |
|
Gaz ochronny do palnika i następnego dochładzania spawu |
2 drogi niezależne |
|
Gaz ochronny dla ochrony grani system Cascade gas |
1 droga niezależna |
|
Charakterystyka umieszczenia na pozycji roboczej |
Swobodnie stojący |
|
Stopień ochrony |
IP 51 C |
|
Moc instalacyjna *** |
- |
|
WYMIARY |
WARTOŚĆ |
|
Wysokość *** |
- |
|
Szerokość *** |
- |
|
Długość *** |
- |
|
Masa *** |
2100 kg |
* Pozycja jest wybierana, albo istnieje więcej możliwości, które się wzajemnie różnią funkcją. Informacje są płatne dla najlepszego wyposażenia.
** 8/5 = obciążenie w jednej zmianie /// 16/6 = przemysłowe obciążenie /// 24/7 = obciążenie ciągłe.
*** Informacje nie można podać dokładnie, dlatego że są zależne na konkretnej konfiguracji. Podana jest maksymalna wartość efektywna.
...Dane techniczne mogą ulec zmianie bez wcześniejszego powiadomienia.


|

|
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |