



Přesný svařovací Automat BWA 2000
VARIANTY STROJE
Určením stroje je práce v přesné výrobě lehkých komponentů, nebo svařování tyčových materiálů různých délek. Přesná konstrukce a tovární seřízení rovnoběžností v toleranci <0,2mm umožňuje svařování drobných a přesných dílů. Kvalitní pohon zaručuje perfektní plynulost a konstantní rychlost otáčení i při excentrickém zatížení. Řídící systém R3 poskytuje klíčové funkce pro úspěšnou automatizaci procesu rotačního svařování s možností ukládání vlastních programů, stroj disponuje také řízeným výstupem pro spínání svářečky.
Jedná se o zakázkové řešení, které je poskytováno pouze na míru. Případná proveditelnost a finální technické řešení projektu je poskytováno jako speciální projektové řešení a vždy přesně podle parametrů požadovaných produktů, konkrétní aplikace, nebo výrobního programu zákazníka.
-
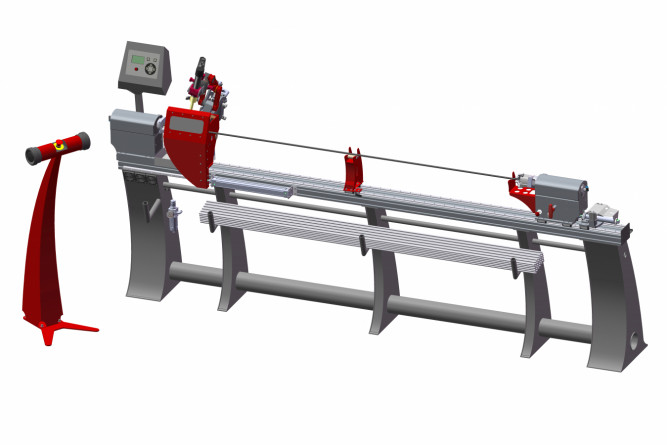
Zařízení BWA 2000 je přesný rotační automat s maximálním točným průměrem 250mm a statickou nosností do 50kg. Rozměr mezi vřeteny (maximální délka výrobku) je variabilní, dle požadavku se však může pohybovat v rozsahu od 500mm do 7000mm. S ohledem na předpokládané použití stroje je rozsah otáček položen výše, kdy se očekává svařování spíše lehčích výrobků menšího průměru.
-
Mechanická konstrukce je jednoduchá a dostatečně dimenzovaná pro předpokládanou zátěž. Stroj je navržen jako volně stojící s doporučením ukotvit na pracovním místě. Základní ocelové lože, umístěné v optimální a ergonomické pracovní výšce, nese hlavní vřeteno s integrovaným pohonem. Po lineárním kuličkovém vedení se pohybuje koník a podpěra pro dodatečné podepření tyčového materiálu při svařování, pro zajištění stability výrobku. Základní konstrukce nese i blok upínací lunety a nosiče ramene hořáku. Tento blok může být statický, případně může být uložen na stejném podélném lineárním vedení jako koník. V obou případech poskytuje stabilní platformu pro umístění ramene hořáku.
-
Koník lze osadit vlastním pohonem, pohony hlavního vřetene a koníku jsou pak spolu synchronizovány a řešeny jako bezvůlové. Krokový motor roztáčí přesnou planetovou převodovku, která pohání řemenové soukolí s příčnými zuby.
-
Hlavní vřeteno i koník mají normalizované příruby s průchozím otvorem 28mm pro montáž univerzálního sklíčidla 125mm. Případně je možné stroj osadit plně automatizovaným bezobslužným upínacím systémem, který v sobě integruje pneumatickou upínací lunetu a pneumatické upínací prvky hlavního vřetene, i vřetene koníku, jako jsou například speciální sklíčidla s pneumatickými čelistmi. Tyto upínací prvky obou vřeten mohou být navrženy zakázkově pro splnění požadavků konkrétní svařovací aplikace.
-
Přítlak koníku je lineární a může být řešen jako manuálně ovládaný tažnou tyčí s přesným mechanickým nastavením přítlačné síly maticí a ovládací pákou, nebo může být osazen automatizovaným pneumatickým přítlakem ovládaný tlačítkovým spínačem.
-
Součástí hlavní konstrukce je i ochranný kryt s průhledem svářečským sklem pro pohodlné sledování průběhu svařování. Přesun krytu do pracovní pozice, tedy k místu svařování, je řízen pneumaticky a dojde k němu vždy automaticky po spuštění pracovního cyklu, aby nedošlo k oslnění obsluhy svařovacím obloukem.
-
Ke spuštění pracovního cyklu je se strojem dodáváno dvouruční ovládací zařízení s integrovaným spínačem nouzového zastavení.
-
Rameno hořáku má pneumatický zdvih a tři stupně volnosti. Na konci ramene je precisní support polohy hořáku s bezvůlovým nastavením ve dvou osách +/- 15mm a možností otočení o 90° s aretací polohy. Držák hořáku může být v provedení MIG nebo TIG.
-
Stroj je vhodný pro svařování metodami MIG/MAG a TIG, včetně svařování pulzním obloukem a pro svařování plasmovým paprskem.
Možnosti zařízení z hlediska užívání a technologie
√ Řídící systém podporuje automatizaci svařování, nastavení úhlu rotace a úhlu vypnutí svářečky.
√ Automatické svařování při vybavení stroje k tomu účelu vyvinutým příslušenstvím. Připojení svářečky komunikačním kabelem přímo do stroje.
√ Vřeteno může mít průchozí otvor.
Hlavní výhody
√ Digitální řízení krokového motoru přináší stabilní rychlost rotace i s excentrickým zatížením.
√ Stroj je možné zapojit do plně automatizovaného výrobního systému s pneumatickým upínacím systémem a ovládáním svářečky.
√ Propracované rameno hořáku s mnoha stupni volnosti dostahující vysoké variability pro vnitřní i vnější svařování.
√ Odolné provedení s krytím citlivých částí, přenos svařovacího proudu profesionálním frézovaným CuCrZr stěračem.
Zde uvedené informace popisují řídící systém R3 jako celek se všemi jeho možnostmi, které však nemusí být dostupné pro každé dodávané polohovadlo a to v závislosti na jeho technologických možnostech, záleží také na zvolené konfiguraci polohovadla. Vždy je tedy nutné se nejprve seznámit s polohovadlem, zda jeho technologické možnosti, i s ohledem na vámi zvolenou konfiguraci, všechny níže uvedené funkce podporují, či nikoliv. Údaje jsou přehledem možností řídícího systému, nikoliv polohovadla a nedávají si za cíl podrobně vysvětlit jednotlivé prvky. To zejména z důvodu obtížné srozumitelnosti některých složitějších funkcí nebo výbavy. Pro podrobnosti se obracejte na obchodní oddělení HST CREATIVE, nebo na technické oddělení.
Řídící systém R3 pro rotační svařovací polohovadla HST CREATIVE
√ Jednoduché ovládání přizpůsobené chápání ovladače svářečem.
√ Zobrazení všech nastavených hodnot prostřednictvím velkého LED displeje.
√ Vnitřní MENU je rozděleno do grafických bloků pro lepší orientaci.
√ Digitálně řízené zpoždění svařování, rychlosti rotace a všech dalších funkcí.
√ Rychlost otáčení vřetene je řízena centrálním otočným ovladačem v pohotovostním režimu pro rychlejší odezvu.
√ Rozdělení nastavení hodnot pro rotaci, pro ovládání svářečky, ramene, nebo formovacích plynů.
√ Programově řízené a nastavitelné ovládání ramene hořáku a formovacího plynu.
√ Možnost ukládání vlastních programů a nastavení do paměti řídícího systému pomocí programovatelného rozhraní uvnitř systému.
![]()
Technologické funkce řídícího systému rotačních polohovadel
Ovládání:
-
2 Takt. Režim, kdy po sešlápnutí nožního ovladače, nebo stisknutí a držení tlačítka ručního ovladače započne pracovní cyklus a teprve po jeho uvolnění pracovní cyklus skončí. Jde tedy o tzv. režim dvou pohybů. To ale pouze pokud nejsou aktivovány funkce automatické kontroly rotace vřetene. Typické použití tohoto režimu je svařování vsedě, kdy je možné okamžitě reagovat na potřeby rotování svařence.
-
4 Takt. Režim, kdy po sešlápnutí nožního ovladače a jeho opětovného uvolnění započne pracovní cyklus, který je ukončen opět sešlápnutím a uvolněním ovladače. Jde tedy o tzv. režim čtyř pohybů. To ale pouze pokud nejsou aktivovány funkce automatické kontroly rotace vřetene. Typické použití tohoto režimu je svařování ve stoje, kdy je tak umožněn místní pohyb svářeče při nepřerušené rotaci vřetene.
-
Automatika. Režim Automatické kontroly rotace vřetene. Tzn., že vřetene se otočí o předem nastavený úhel v rozsahu 0° až 730°. Po sešlápnutí nožního ovladače, nebo stisknutí tlačítka ručního ovladače započne pracovní cyklus, který je automaticky ukončen po dosažení nastaveného úhlu otočení. Úhel otočení lze nastavit v bloku “Rotace”, viz. níže.
-
Spodní rychlost. Určuje, jaká bude minimální nastavitelná rychlost (ot./min) otáčení vřetene v Pohotovostním režimu. Tzn. minimální rychlost otáčení vřetene, ze které bude možné otáčky zvyšovat. Pod hodnotu, která bude v tomto bloku nastavena, nebude možné vřetenem otáčet. Pokud tedy chcete využít plný otáčkový rozsah polohovadla, musí být nastaveno 0,0 ot./min. Maximální nastavitelná hodnota se vždy rovná maximálním možným otáčkám, viz výrobní štítek stroje.
Rotace:
-
Průměr svařence. Zde zadejte průměr svařence, řídící systém automaticky vypočítá postupovou rychlost svařování, tzn. relativní rychlost posuvu svařovacího hořáku. Tuto hodnotu systém vypíše na displej v Pohotovostním režimu. Nastavení v cm v rozsahu od 0,0 do 300,0 cm.
-
Směr otáčení. Nastavení směru otáčení vřetene v ose rotace (Volba: Po směru, nebo Proti směru hodinových ručiček).
-
Zpoždění rotace. Funkce slouží k dobrému natavení materiálu. Nastavte prodlevu mezi sepnutím svářečky a zahájením rotace vřetene. Hodnota je nastavována v sekundách s přesností 0,1 sec v rozsahu od 0,0 do 15,0 s.
-
Úhel otočení. Zde zvolte, o jaký celkový úhel se vřeteno otočí. Mezní hodnota je 730°. Funkce je aktivní pouze pokud je zvolen mód Automatické kontroly rotace vřetene v bloku “Ovládání”, viz. výše.
-
Vypnutí zdroje. Definuje bod, kde systém vypne svářečku. Nastavení v úhlových stupních. Mezní hodnota je 730°. Funkce je aktivní pouze pokud je zvolen mód Automatické kontroly rotace vřetene v bloku “Ovládání”, viz. výše.
-
Vracet do 0. Definuje režim návratu vřetene do výchozí polohy za účelem nalezení výchozí polohy (např. směrově definované přípravky), nebo za účelem rozmotání hadic energií a plynů. Funkce je aktivní pouze pokud je zvolen mód Automatické kontroly rotace vřetene v bloku “Ovládání”, viz. výše.
Plyn:
-
Funkce je dostupná pouze pokud je polohovadlo vybaveno ventilem pro spínání formovacího plynu (volitelný prvek).
-
Předfuk plynu. Definuje, jak dlouho bude sepnutý ventil ochranného plynu před tím, nežli systém vydá povel k zapálení svářečky. Nastavení v sekundách v rozsahu od 0,0 do 15,0 s. Při nastavení 0,0 s je funkce neaktivní.
-
Dofuk plynu. Definuje, jak dlouho bude sepnutý ventil ochranného plynu poté, kdy systém vydal povel k vypnutí svářečky. Nastavení v sekundách v rozsahu od 0,0 do 15,0 s. Při nastavení 0,0 s je funkce neaktivní.
Hořák:
-
Funkce je dostupná pouze pokud je polohovadlo vybaveno pneumatickým ramenem pro plnou automatizaci svařování (volitelný prvek).
-
Před svářením. Nastavte přiklonění hořáku ke svařovanému výrobku. (Volba: Automaticky, tzn. hořák bude přikloněn automaticky po spuštění pracovní cyklu, nebo Manuálně, tzn. hořák čeká na povel tlačítkem na klávesnici, teprve pak dojde ke spuštění pracovního cyklu).
-
Po sváření. Nastavte odklonění hořáku od svařovanému výrobku. (Volba: Automaticky, tzn. hořák bude odkloněn automaticky po ukončení pracovní cyklu, nebo Manuálně, tzn. hořák čeká na povel tlačítkem na klávesnici, teprve pak dojde k odklonění hořáku od svařovaného výrobku).
Svařované díly:
-
Může jít o jakékoli díly, které plní rozměrová a hmotnostní omezení polohovadla a to bez omezení metod svařování.
-
Svařovací proces může proběhnout v libovolném úhlu naklonění vřetene v rámci možností polohovadla. Toto je zcela nezávislé na excentrickém zatížení polohovadla díky digitální koncepci pohonů.
-
Řídící systém je schopný ovládat úhel rotace a úhel vypnutí svářečky nezávisle na sobě. Tedy lze dosáhnou pefektního napojení svarové housenky při automatizovaném svařování. Samozřejmě je možné i zcela manuální ovládání.
|
PRACOVNÍ VÝKONY |
HODNOTA |
|
Maximální nosnost statická |
50,0 Kg |
|
Točivý moment na hřídeli hlavního vřetene |
34 Nm |
|
Točivý moment na hřídeli koníku (pohon je synchronizovaný s hlavním vřetenem) * |
34 Nm |
|
Rozsah otáček |
0 - 10 ot/min |
|
Provozní zatížitelnost ** |
16/6 |
| PRACOVNÍ ROZMĚRY |
HODNOTA |
| Maximální točný průměr | 250,0 mm |
| Rozměr mezi přírubou hlavního vřetene a přírubou vřetene koníku | 500,0 - 7000,0 mm |
| Průchozí otvor hlavním vřetenem | 28,0 mm |
| Průměr příruby hlavního vřetene - zároveň doporučený průměr univerzálního sklíčidla | 125,0 mm |
| Průchozí otvor vřetenem koníku | 28,0 mm |
| Průměr příruby vřetene koníku - zároveň doporučený průměr univerzálního sklíčidla | 125,0 mm |
| POHYBOVÉ OSY | HODNOTA |
| Rotace hlavního vřetene | Programově řízená osa |
| Rotace vřetene koníku (synchronizováno s hlavním vřetenem) * | Programově řízená osa |
| Podélný pohyb ramene hořáku | Statický, nebo manuální osa |
| Zdvih ramene hořáku | Obloukově, pneumaticky |
| Nastavení základní polohy ramene (3 klouby) | Plný rozsah, manuální osa |
| Precisní nastavení polohy hořáku | +/- 15,0 mm, manuální osa |
| Precisní nastavení polohy podávání studeného drátu * | +/- 5,0 mm, manuální osa |
| TECHNOLOGIE SVAŘOVÁNÍ A OVLÁDÁNÍ | HODNOTA |
| Vhodné metody svařování | TIG, MIG/MAG, Plasma Welding |
| Vřetenem přenášený svařovací proud pro DC napětí | 350A |
| Vřetenem přenášený svařovací proud pro AC napětí | 270A |
| Připojení svařovacího zařízení systémem START/STOP | Ano |
| Připojení svařovacího zařízení programovou logikou UP/DOWN | Ne |
| ENERGIE, MÉDIA A PROSTŘEDÍ | HODNOTA |
| Napájení ze sítě | 1x230V/N/PE/50Hz |
| Stlačený vzduch (suchý, čistý) | 0,5 - 0,7 MPa |
| Charakteristika umístění na pracovní pozici | Volně stojící, nutnost ukotvit |
| Třída krytí | IP 51 C |
| Příkon instalační *** | - |
| ROZMĚRY | HODNOTA |
| Výška | 1440 mm |
| Délka *** | - |
| Hloubka | 680 mm |
| Hmotnost *** | 400 Kg |
* Položka je volitelná, nebo existuje ve více provedeních, které se vzájemně odlišují funkcionalitou. Uvedené údaje platí pro nejvyšší varianty.
** 8/5 = zatížení v jedné směně /// 16/6 = průmyslové zatížení /// 24/7 = nepřetržité zatížení.
*** Data nelze poskytnout zcela přesně, protože jsou závislá na zvolené konfiguraci stroje. Uvedena je maximální efektivní hodnota.
...Změna technických parametrů je vyhrazena bez předchozího upozornění.


Přesný svařovací automat BWA 2000 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |