



Precise welding Automat BWA 2000
MACHINE VARIANTS
Purpose of this machine is working in precise light components production or rod materials welding of different kinds and legths. Precise construction and factory adjustment of parallelism within tolerance of <0,2mm enables the welding of small and precise parts. High-quality drive guarantees perfect smoothness and constant rotation speed. RCS 06 control system brings to operator perfect functions for full automation of rotary welding production process, machine also has controlled output for switching the welding source arc.
This is a special solution which is provided only as custom made. Due to the complexity of the whole system and its parts very thorough consultation of requirements is always necessary. The final technical solution and possible feasibility of the project is provided as special project solution and always exactly based to the parameters of the required products, specific applications or the customer production program.
-
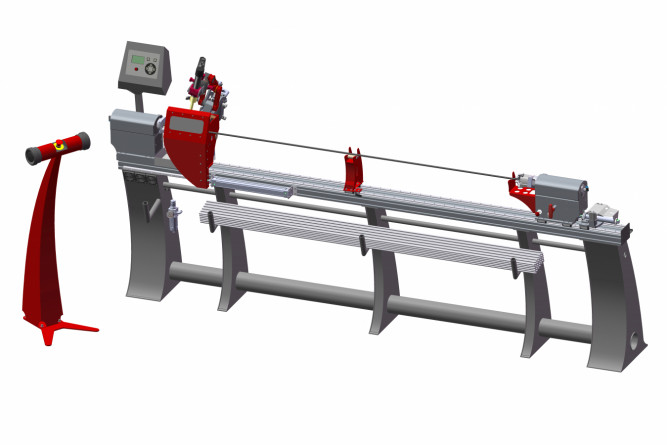
BWA 2000 device is precise rotary automat with maximum turning diameter of 250mm and static load capacity up to 50kg. The dimension between the flanges (maximum length of the product) is variable. Based on request the requested lenght can be from 500mm to 7000mm. With regards to the expected use of machine the speed range is set on higher range because welding of rather lighter products with smaller diameter is expected.
-
Mechanical construction is simple and sufficiently dimensioned for expected load and usage. The machine is designed as free-standing with recommendation to anchor the machine to the floor. The basic steel structure located at optimal and ergonomic working height carries the main spindle with integrated drive. The tailstock and welded product support is moving along the linear ball linings as additional support of rod material during welding to provide enough stability of welded product. The base structure also carries the clamping bezel block and the torch arm carrier. This block can be static or it can be placed on the same longitudinal linear linings as tailstock and welded product support. In both cases it provides stable platform for placing the welding arm.
-
Tailstock can be fitted with own drive. In that case the drives of main spindle and tailstock are synchronized and solved as backlash-free. Stepper motor spins precise planetary gearbox with toothed belt.
-
Main spindle as well as tailstock spindle has standardized flanges with 28mm through hole with posibility of mounting 125mm universal chuck. However there is possibility to equip the machine with fully automated unattended clamping system which integrates pneumatic clamping elements of the main spindle and the tailstock spindle as special chucks with pneumatic jaws. These clamping elements for both spindles can be custom designed to meet the requirements of specific welding application.
-
Tailstock pressure is designed as linear with drawbar with precise mechanical adjustment of pressure force by nut and control lever or can be equipped with automated pneumatic pressure controlled by push button switch.
-
Part of main structure is also protective cover with welding glass window for convenient checking of the welding process. The movement of the cover to the working position, i.e. to the place of welding, is pneumatically controlled and is always done automatically after the start of the work cycle so as not to dazzle the operator with the welding arc.
-
Two-hand control device with integrated emergency stop switch is supplied with the machine to start the working cycle.
-
Welding arm is eqquiped with pneumatic stroke. At the end of the welding arm there is precise position torch support with backlash-free height adjustment in the range of +/- 15mm, possibility of tilting the torch and 90 degree rotation.
-
The machine is suitable for MIG/MAG and TIG welding methods including pulse arc welding and plasma welding.
Using possibilities in a terms of weld type and technology
√ The control system supports welding automation. Setting the rotation angle and the welding source switch OFF angle.
√ Automatic welding when the positioner is equipped with accessories developed for this purposes. Connection of the welding source with communication cable directly to the machine.
√ The spindles has through hole for welding of tubular and rod material.
Main benefits
√ Backlash-free drives with concept in the composition of Stepper motor > Planetary gearbox > Toothed belt transmission > Spindle.
√ Machine can be connected as fully automated production system with a pneumatic clamping system and welding machine control.
√ Through-hole spindles with standardized flanges for connecting a standard universal chucks.
√ Sophisticated torch arm with many degrees of releasing achieving high variability for internal and external welding.
√ Tailstock pressure in the longitudinal axis by pneumatic cylinder, movement along the precise linear guides.
√ Durable design with protection of sensitive parts, transmission of welding current by a professional milled CuCrZr wiper.
The information given here describes entire R3 control system with all possibilities which however may not be available for every positioner depending on technological possibilities of specific positioner. It also depends on selected positioner configuration. Therefore is always necessary get acquainted with the specific positioner at first whether its technological possibilities, even with regard to the configuration you have chosen, support all functions described below, or not. Information given in here are the overview about possibilities ofcontrol system, not the positioner and do not give explanation of individual components because of difficult comprehensibility of more complicated functions and equipment. For more details, please, contact the technical department or sales of HST CREATIVE.
R3 Control system for rotary welding positioners HST CREATIVE
√ Simple controlling adapted for easy understanding by the operator.
√ Large LED display shows all necessery values of key features.
√ Internal MENU is divided into graphic blocks for intuitive orientation.
√ Digitally controlled delay of welding, rotation speed and other features.
√ Rotation speed of the spindle is controlled by the central rotary knob in standby mode for faster response.
√ Division of the values settings for rotation, for controlling the welding source, welding arm, or forming gases.
√ Program controlled and adjustable welding arm and forming gas control.
√ Possibility to save own programs and settings into a memory of the control system using a programmable interface inside of the system.
![]()
Technological functions of rotary positioners control system
Controls:
-
2 Step. This function requires the operator to press and constantly hold the foot switch or the button of the hand controller. Working cycle is started and when the foot switch or button of hand controller is released working cycle will stops. This is so-called two-motion mode. It can be active only if the Automatic rotation is not activated. Typical usage of this mode is welding when the operator sits so it is possible to immediately respond to the needs of welding rotation.
-
4 Step. This function requires the operator to press and release the foot switch or the button of the hand controller. Working cycle is started and when the foot switch or button of the hand controller is press and release once again working cycle will stops. This is so-called four-motion mode. It can be active only if the Automatic rotation is not activated. Typical usage of this mode is welding when the operator is standing. That allows the movement at working place of the operator. Spindle is rotated uninterrupted.
-
Automatic rotation. This is a mode of automatic rotation checking. That means, the spindle is rotating by a predetermined angle from 0 ° to 730 °. By the pressing of the foot switch or the button of the hand controller the working cycle is started which is automatically terminated after reaching the predetermined rotation angle. The angle of rotation can be set in block "Rotation" in the MENU of WORKING PROGRAM, see below.
-
Low speed limit. Specifies the minimum adjustable speed of rotation (RPM) of spindle rotation in STANDBY MODE. I.e. the minimum rotation speed of the spindle from which the speed can be increased. Below this value set in this block the spindle can not be rotated. Therefore, if you want to use a full speed range of positioner, it have to be adjust to 0.001 rpm. Maximum adjustable value is always equal to the maximum possible speed of specific positioner, please see the production label.
Rotation:
-
Diameter. Adjusting of welding diameter. Control system R3 will automatically calculates the progressive welding speed - the relative feed rate of the torch. This value will be displayed in the STANDBY MODE on display screen. Settings in centimeters in the range from 0.0 to 300.0.
-
Rotation direction. Settings of direction in the rotation axis (Choice: Clockwise, or counterclockwise).
-
Rotat. delay. The function can be usefull for a better material melting before welding. Adjust the delay between switching ON of the welding source and starting of the spindle rotation. Settings in seconds with an accuracy to one-tenth in the range of 0.0 to 15.0 sec.
-
Angle of rotation. Choose the total angle by which the spindle will turns around its axis. The limit is 730 °. This function is active only when Automatic rotation mode is activated in block "Controls", see above.
-
End welding angle. It defines the point where the control system R3 switches OFF the welding source. Settings in angle degrees. Limit value is 730 ° but the total value can not be higher than the value adjust in the Angle of rotation. This function is active only when Automatic rotation mode is activated in block "Controls", see above.
-
Return to 0. It defines the returning of the spindle to initial position to find the starting position of welding =(e.g., directionally defined tools), or to unwrap the energy and gas hoses. This function is active only when Automatic rotation mode is activated in block "Controls", see above.
Gas:
-
Function is active only when the positioner is equipped by the valve for the switching of the gas (optional element).
-
Pre-gas. Serves to fill up the space of weldment root by protected – forming gas. It defines how long the gas valve will be switch ON before the system gives a command to ignition of the welding source. Settings in seconds in the range from 0.0 to 15.0 s. If 0.0 s is adjusted the function is inactive.
-
Pos-gas. It defines a time how long the valve will be switched ON after the command to switch OFF the welding source has come. Settings in seconds in the range from 0.0 to 15.0 s. If 0.0 s is adjusted the function is inactive.
Torch:
-
Function is active only when the positioner is equipped with a pneumatic arm for full welding automation (optional element).
-
Before welding. Choose the type of the movement of the torch to the welded product before welding process. (Choice: Automatically, i.e. torch will be incline automatically to the product when the working cycle is starts, or Manually, i.e. the torch waits for a command via the key on the control panel, before starting of the working cycle)
-
After welding. Choose the type of the movement of the torch from the welded product after welding process. (Choice: Automatically, i.e. the torch will be moved automatically from the product after the ending of the working cycle, or Manually, i.e. the torch waits for a command via the key on the control panel, after the ending ofthe working cycle)
Welded parts:
-
It can go about any part that fulfils the dimensional and weight restrictions of positioner without limitation of welding methods.
-
The welding process can take place at any angle of inclination of the spindle within the capabilities of positioner. This is completely unindependent on the eccentric load of the positioner by means of digital drive concept.
-
The control system is able to control the angle of rotation and the angle of switching the welding source off unindependently to each other. There is a possibility to reach the perfect connection of weld bead by the automated welding. Of course, there is a possibility of manual controlling.
|
WORKING PARAMETERS |
VALUE |
|
Maximal static loading |
50,0 Kg |
|
Torque on the main spindle shaft |
34 Nm |
|
Torque on the tailstock shaft (synchronized drive with the main spindle) * |
34 Nm |
|
Speed range |
0 - 10 rpm |
|
Duty cycle ** |
16/6 |
| WORKING DIMENSIONS |
VALUE |
| Maximal turning diameter | 250,0 mm |
| Dimension between the main spindle and tailstock spindle flanges | 500,0 - 7000,0 mm |
| Hole through the main spindle | 28,0 mm |
| Diameter of the main spindle flange - recommended diameter of universal chuck | 125,0 mm |
| Hole through the tailstock spindle | 28,0 mm |
| Diameter of the tailstock spindle flange - recommended diameter of universal chuck | 125,0 mm |
| MOTION AXES | VALUE |
| Rotation of the main spindle | Controlled axis |
| Rotation of the spindle of the tailstock (synchronized with main spindle) * | Controlled axis |
| Longitudinal movement of the welding arm | Static or manual axis |
| Stroke of the welding arm | Radial pneumatic axis |
| Adjustment of the welding arm basic position (3 joints) | Manual axis |
| Precise adjustment of the torch position | +/- 15,0 mm, manuál axis |
| Precise adjustment of feeding the wire * | +/- 5,0 mm, manuál axis |
| TECHNOLOGY OF WELDING AND CONTROLLING | VALUE |
| Suitable methods of welding | TIG, MIG/MAG, Plasma Welding |
| Electric current for DC transfered by spindle | 350A |
| Electric current for AC transfered by spindle | 270A |
| Connection of the welding source through START/STOP system | Yes |
| Connection of the welding source through the system of UP/DOWN logic | No |
| ELECTRIC POWER AND CONNECTING PARAMETERS | VALUE |
| Power supply | 1x230V/N/PE/50Hz |
| Pressure air (dry, clean) | 0,5 - 0,7 MPa |
| Design | Stand design, necessary to anchor |
| Level of IP | IP 51 C |
| Input power *** | - |
| DIMENSIONS | VALUE |
| Height | 1440 mm |
| Length *** | - |
| Depth | 680 mm |
| Net weight *** | 400 Kg |
* Optional item, or more versions are available which differs according to function. Mentioned parameters are valid for maximal options.
** 8/5 = lower loading in one duty period /// 16/6 = industrial loading /// 24/7 = non - stop loading
*** Parameters can not be provided with 100% correctness. Configuration of the machine must be taken into consideration. Mentioned parameters are valid for reaching maximal effective value.
...Subject to change the technical parameters without notice.


Precise welding automat BWA 2000 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |