



Gantry Automat GWU Builder
Celem maszyny jest praca w przemyśle ciężkim przy spawania różnych zbiorników w trybie obciążenia 7/24. Jednostka służy do produkcji ciśnieniowych i nieciśnieniowych zbiorników wielogabarytowych. Szerokie wyposażenie funkcyjne i zaawansowane techniologie cyfrowe udostępnione łatwą formą do obsługi ułatwiają spawanie metodą SAW, MAG, TIG i PLASMA w procesie KEY HOLE.
Jest to rozwiązanie niestandardowe, które jest dostarczane tylko na miarę. Ewentualna wykonalność i ostateczne rozwiązanie techniczne projektu jest dostarczane jako specjalne rozwiązanie projektowe i zawsze dokładnie według parametrów wymaganych produktów, konkretnych zastosowań lub programu produkcyjnego klienta.
-
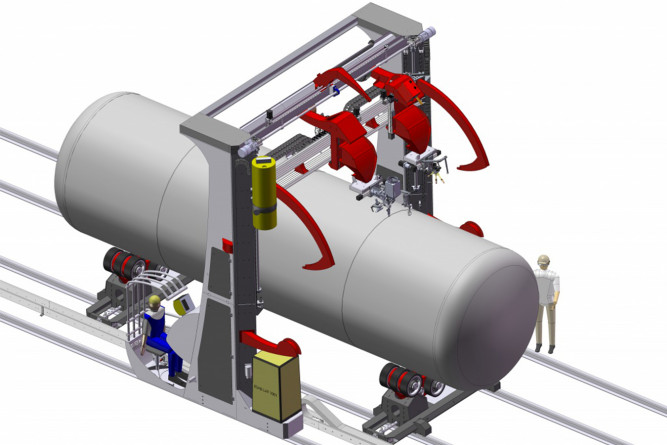
GWU BUILDER jest zaawansowana przemysłowa jednostka produkcyjna do wytwarzania obwodowych i wzdłużnych spawów na zbiornikach woielogabarytowych z maksymalną średnicą 5000 mm. Długość torów kolejowych może być o długości aż 25000 mm. Masa zbiornika spawanego jest zależna od wyboru pozycjonerów rolkowych, lub linii zestawczej.
-
Mechaniczna koncepcja maszyny jest rozwiązana jako przestrzenna konstrukcja spawana dwu wieży (GANTRY). Podstawy obu wieży są u dołu rozszerzone i służą jako platforma dla umieszczenia generatorów prądu spawaczego do masy 500 kg. Prawa wieża jest wyposażona w ergonomiczne miejsce pracy dla operatora, które jest chronione przeciw upadku przedmiotu ramą bezpieczeństwa. Cały system konstrukcji wieżowej porusza się po torach kolejowych, ruch jest rozwiązany poprzez zsynchronizowany silnikowy napęd z maksymalną prędkością ruchu wzdłużnego 4,0 m/min. Między wieżami znajduje się sztywny portal z regulacją wysokości, portal o konstrukcji aluminiowej, który unosi jedną, albo dwie głowice palnika.
-
Głowice palników są mechanicznie precyzyjną jednostką integrującą mikrosuwowe osie X i Z a w przypadku metody spawania MAG/MIG także jednostkę oscylacji palnika. Osie X i Z mają możliwość ruchu w zakresie +/- 100 mm i to na wszystkie strony. Oscylacyjna jednostka ma wychylenie 20 mm na każdą stronę. Z uwagi na technologię spawania, którą jest wyposażona, unosi zestaw elementów odpowiedniej technologii. Podajniki i cewki drutu spawalniczego są częścią integralną głowicy tak samo jak system recyklacji i dopełnienia topnika.
-
GWU BUILDER jest możliwe złączyć z pozycjonerami rolkowymi CARRIER i tym można wytwarzać bardzo wyrafinowany system produkcyjny o najwyższym poziomie technicznym.
-
System jest możliwe wyposażyć cyfrową kamerą przemysłową IRIS NICK, która zapewnia zaostrzony obraz miejsca spawania z wysokim stopniem rozdzielczości przy jakiejkolwiek metodzie spawania, włącznie spawania MAG PULSE. Dalsza kamera zapewnia widok na całe miejsce pracy od góry i umożliwia tak operatorowi łatwo odnaleść pozycję roboczą.
-
System sterowania opiera się o komputer przemysłowy na platformie Windows, który zapewnia obsłudze wizualizację zaawansowanego interfejsu użytkownika HST CREATIVE na "wyświetlaczu 19'' wyposażony niezawodnym Touch Screen technologią z powierzchnią szklanną. Dotykowe przeglądanie trybami sterowania, proporcjonalny cyfrowy joystick, kontekstowe menu, obraz z kamery jest wbudowany w ekran sterowany za pomocą gestów dotykowych. Cyfrowy system automatycznej kontroli pozycji spawania czujnikiem dotykowym.
Zalety podstawowe
√ Sztywna konstrukcja dwu wieży bez drgań przenoszonych do procesu spawania, eliminuje mechanicznie uwarunkowane wady spawania.
√ Małe wymiary montażowe w rzucie poziomym dzięki rozwiązaniu konstrukcyjnemu i małe zapotrzebowanie na trwałe zablokowanie przestrzeni warsztatowej.
√ Możliwość używania razem dwu technologii spawania (naprz. MAG + SAW).
√ Ruch po torach kolejowych do przesuwania jednostki przed spawaniem spawów obwodowych i podczas spawania wzdłużnego.
√ Mikrosuwowe Osie bez luzów z powtarzalną dokładnością pozycjowania na 0,2 mm, wyświetlanie numerycznych wartości pozycji na wyświetlaczu.
√ Precyzyjne pozycjowanie operatorem z rozdzielczością 0,1 mm przez proporcjonalny joystick, lub system kontroli pozycji czujnikiem dotykowym.
√ Najnowocześniejszy skomputeryzowany system kontroli procesu spawania z wyświetlaczem dotykowym i sterowaniem za pomocą gestów.
√ Wyświetlanie procesu spawania kamerą cyfrową i także dalszą kamerą cyfrową umieszczoną nad miejscem pracy przydatnej do podjeżdżania na pozycję roboczą.
√ Umieszczenie obsługi w zabezpieczonym miejscu pracy poruszającym się wraz z maszyną.
|
MOCE ROBOCZE |
WARTOŚĆ |
|
Prędkość obacania zbiornika na pozycjonerach rolkowych * |
0,74 - 369,0 cm/min |
|
Moment obrotowy na wałku wrzecion pozycjonerów rolkowych * |
według wybranego pozycjonera |
|
Prędkość ruchu automatu po torach kolejowych (Oś Y) |
0,5 - 450,0 cm/min |
|
Prędkość ruchu głowicy po potralu (Oś X) * |
0,01 - 200,0 cm/min |
|
Prędkość ruchu głowicy pionowy (Oś Z) |
0,01 - 150,0 cm/min |
|
Prędkość ruchu głowicy poziomy (Oś C) |
0,01 - 150,0 cm/min |
|
Oscylacja palnika * |
+/- 20 mm |
|
Maksymalne obciążenie głowicy palnika komponentami technologii spawaczej |
130 kg |
|
Maksymalne obciążenie głowicy oscylacyjnej plnikiem spawalniczym |
5 kg |
|
Obciążenie robocze ** |
24/7 |
| ROZMIARY ROBOCZE |
WARTOŚĆ |
| Maksymalna średnica zbiornika | 5000,0 mm |
| Minimalna średnica zbiornika ( ze specjalnym zmianą *) | 1350,0 (800,0) mm |
| Maksymalna efektywna długość suwu po torach kolejowych | 25000,0 mm |
| Suw portalu głównego | 1270,0 mm |
| OSIE RUCHOWE | WARTOŚĆ |
|
Obrót pozycjonerów rolkowych (HST CREATIVE CARRIER) |
Programowo sterowana oś |
|
Ruch automatu po torach (oś Y) |
Programowo sterowana oś |
|
Suw potralu (oś L)* |
1270,0 mm, program. sterow. oś |
|
Ruch głowicy palnika po portalu (oś X)* |
program. sterow. oś |
|
Ruch głowicy palnika pionowy (oś Z) |
+/- 100 mm, program. sterow. oś |
|
Ruch głowicy palnika pozoimy (oś C) |
+/- 100 mm, program. sterow. oś |
|
Ruch głowicy palnika obrotowy (oś R) |
90°, ręczna oś |
|
Oscylacja palnika |
+/- 20,0mm, program. sterow. oś |
| TECHNOLOGIA SPAWANIA I STEROWANIA | WARTOŚĆ |
|
Odpowiednie metody spawania |
SAW, MIG/MAG, TIG, Plasma Weld |
|
Maksymalna ilość zainstalowanych głowic palnika |
2 |
|
Odsysanie palnika dla metoda SAW automatycznie * |
TAK |
|
Sygnalizacja braku topnika dla metody SAW * |
TAK |
|
Kamerowy system wprost do patrzenia do łuku * |
Bez ograniczeń metod spawania |
|
Podłączenie źródła prądu systemem START/STOP |
TAK |
|
Programowo sterowanie podawanie drutu * |
TAK |
|
Stacjonarny cyfrowy sterownik "joystick" w miejscu obsługi |
Proporcjonalny |
|
Zdalne sterowanie * |
TAK |
|
ENERGIE, MEDIA A ŚRODOWISKO |
WARTOŚĆ |
|
Podłączenie z sieci |
3x400V 50/60 Hz |
|
Sprężone powietrze (suche, czyste) |
0,5 - 0,9 MPa |
| Charakterystyka umieszczenia na pozycji roboczej | Suwny po torach kolejowych |
| Stopień ochrony | IP 51 C |
| Moc instalacyjna *** | |
|
ROZMIARY |
WARTOŚĆ |
|
Wysokość |
- |
|
Szerokość |
- |
|
Długość |
- |
| Masa *** | - |
* Pozycja jest wybierana, albo istnieje więcej możliwości, które się różnią funkcją. Informacje są płatne dla najlepszego wyposażenia.
** 8/5 = obciążenie w jednej zmianie /// 16/6 = przemysłowe obciążenie /// 24/7 = obciążenie ciągłe.
*** Informacje nie można podać dokładnie, dlatego że są zależne na konkretnej konfiguracji. Podana jest maksymalna wartość efektywna.
... Dane techniczne mogą ulec zmianie bez wcześniejszego powiadomienia.
The information provided here describes the Control System as a whole with all its options, which may not be available for every positioner supplied, depending on its technological capabilities, and also depends on the selected configuration of the positioner. Therefore, it is always necessary to get acquainted with the positioner first, whether its technological possibilities, even with regard to the configuration you have chosen, support all the functions listed below or not. The information is an overview of the Control System's capabilities, not the positioner's, and does not purport to explain the individual elements in detail. This is mainly due to the difficulty in understanding some of the more complex functions or equipment. For details, please contact the HST CREATIVE sales department or the technical department.
√ Simple operation adapted to the operator's understanding of the Control System.
√ Clear standby mode with display of all setpoints via a large 19" display with reliable Touch Screen technology.
√ Convenient control of key functions in the standby mode of the Control System using touch controls to quickly select and change the working environment.
√ The internal MENU and settings are divided into graphical blocks for better orientation, which can be accessed directly from the standby mode.
√ Digitally controlled adjustment of welding parameters, oscillation, positioner rotation and all other key functions.
√ Precise operator positioning with 0.2 mm resolution via proportional joystick in Y, Z and W axes.
√ The possibility of selecting a suitable positioning unit and welding tower on which the welding will take place.
√ Modern computerised welding process control system with touch screen for scrolling through control modes, context menu and touch gestures.
√ Digital camera capture of the welding process with a wide range of parameter settings for image optimization, including ROI function. The captured image is displayed in the standby mode of the Control System with access to all image setting options.
√ Real-time measurement of the weldment temperature with display of the measured value in the standby mode of the control system.
√ Possibility to store your own welding programs and settings in the memory of the Control System using a programmable interface inside the system. The selected welding program is displayed in the standby mode of the Control System.
Control System Standby Mode

Technological functions of the Control System:
Welding settings:
-
Welding. Welding machine switching contact setting. In the automatic mode, the switching contact will be active, so the welding arc will be switched automatically by the machine every time after the start of the working cycle according to the set parameters of the WORKING PROGRAMME. In manual mode the welding contact is inactive, the welding arc switching must then be controlled manually by the operator on the welding control panel (Option: Automatic or Manual).
-
Direction of rotation. Setting the direction of rotation of the welded product (Option: Clockwise or Counterclockwise).
-
Diameter of the welded product. Setting the real diameter of the vessel is important so that the system correctly calculates the speed of rotation of the pulleys to achieve the desired progressive speed of rolling the vessel on the pulley units. Settings in cm range from 0.0 to 6500.0 cm. This function is only active when Automatic welding mode is selected.
-
Preheating. This function is used to melt the material well before starting the weld. Set the delay between the welding machine switching on and the start of rotation. The value is set in seconds with a precision of 0.1 sec in the range from 0.0 to 10.0 sec. The function is only active if Automatic welding mode is selected.
-
Angle of rotation. Defines the total angle by which the welded product is rotated. The limit value is 6500°. The function is only active if Automatic welding mode is selected.
-
Ending the weld. The point where the system switches off the welding contact to terminate the weld. Setting in angular degrees. The limit value is 6500°. The function is only active if Automatic welding mode is selected.
-
Welding JOB. Specific setting of welding parameters stored in the program memory of the welding power supply as a custom program that the machine calls up on the welder after starting the work cycle. Settings are possible in the range of 1 to 100. However, this functionality is only available if the communication between the machine and the welding source is controlled by a digital interface with the CanOpen protocol, otherwise basic analogue communication with START/STOP logic is available.
-
Temperature. Setting the limit value of the weldment temperature. The machine takes measurements during the welding process and when this limit temperature is reached, the system completes the current weld, but does not allow the welding process to continue with the next weld until the weld temperature has cooled below this set limit. The setting in degrees Celsius ranges from 0 to 250°C.
Pendel settings (Torch oscillation):
- Delay. Defines the time for which the pendling function will be inactive from the moment the welder is lit. The limit value is 10.0 s.
-
Left deflection. Defines how much deflection the torch will make from the center position to the left. Setting in millimetres with an accuracy of 0.1mm. The limit value is 20.0 s.
-
Right deflection. Defines how much deflection the torch will make from the center position to the right. Setting in millimetres with an accuracy of 0.1mm. The limit value is 20.0 s.
-
Frequency. Defines the frequency at which the torch will pendulum sideways. The setting is made in Hz, i.e. the number of oscillations per second. The limit value is 4.0 Hz.
-
Left delay. Defines the amount of time the torch will remain in the left position during the pendulum. The limit value is 20.0 s.
-
Right delay. Defines the amount of time the torch will remain in the right position during pendulum operation. The limit value is 20.0 s
Surface tracking:
-
Sensor for monitoring the position of the weld track in two axes Y and Z. It is a system that automatically copies the surface of the material and automatically adjusts the position of the welding torch above the material according to the surface properties of the welded product. This function operates fully automatically, no calibration or setting of input values is required. The system always monitors the position of the welding torch above the material from the starting position, i.e. the position from which welding started.
-
If the operator manually adjusts the position of the torch above the material to be welded in the Y and Z axes during welding (using the joystick or the arrows in the Control System), the weld track sensor will consider this newly set position as its default position from which it will measure the position above the material. Unless the operator is forced to adjust the welding torch position in any way during the welding process, the sensor will always start from its initial position from which the welding was started. The sensor for monitoring the welding track is therefore fully subordinate to the manual adjustment of the Y and Z axis position, which is fully within the operator's control.

Camera settings and image optimization:
-
The digital nature of the camera brings many useful features to optimize the image in every use situation. Of particular note is the ROI function (region of interest image selection) function, which increases the clarity of the welding scene to the maximum. Another important feature is the ability to display a virtual sighting cross.
- In addition to basic display optimization tools such as brightness and contrast, you can adjust Gamma Correction, which is a tool that adjusts the distribution of tones across the entire colour range (except black and white) to make the display more effective.
- The camera has a digital zoom, which together with the ability to zoom the camera up to a distance of 35cm from the welding allows sufficient image magnification.

Welding torch control by joystick on the control panel:
- The machine is equipped with a joystick, which can be used to simulate all the possibilities of setting the positions of the motion axes in real time, performed by standard arrow keys directly in the system.
- The joystick is fully proportional, i.e. depending on the degree of its deflection to the desired side, the movement of the element occurs at a proportional speed of its deflection in both axes. If the joystick is fully deflected to one side, the element will move at the maximum speed fixed in the FIRMWARE Control System. The system automatically calculates the displacement speed based on the given deflection as multiples of the base speed, which is fixed as a displacement of 0.2mm. This speed is continuously multiplied by the system until the limit value of the displacement given by the maximum deflection of the joystick is reached.
- The entire system reacts with a minimum response time of milliseconds, so it is a very precise system that, in conjunction with the camera system, gives the operator a feeling of maximum control over the welding process. The joystick is designed as the primary device for setting the positions of the motion axes, mainly because of its sensitivity and accuracy. Thus, during welding, the position of the welding torch should be tuned primarily by the joystick for best results. In the case of a joystick, it always depends on the environment chosen to determine which motion axes will be controlled by the joystick.

 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |