



Automat spawalniczy HAMMER
WARIANTY URZĄDZENIA
Przeznaczeniem urządzenia jest praca w przemyśle w wysokim obciążeniu godzinowym. Jednofunkcyjna koncepcja urządzenia przynosi najlepsze rozwiązanie do produkcji naczyń i zbiorników otwartych. Urządzenie wykonuje tylko spawy obwodowe tak, że płaszcz i dno zostaną założone, a zaraz potem są spawane w bardzo wydajny sposób, metodą TIG lub PLASMA WELD. Większość zastosowań przebiega pomyślnie bez wcześniejszego sczepiania płaszcza i dna, w wyjątkowych przypadkach maszyna automatycznie sczepi płaszcz i dno, a następnie następuje spawanie. Urządzenie wykonuje spaw na podkładce miedzianej, którą wytwarza od wewnątrz włożony przyrząd automatyczny integrujący system ochrony grani. System sterowania zapewnia doskonałą funkcyjność dla pełnej automatyzacji tego procesu.
Jest to rozwiązanie niestandardowe, które jest dostarczane tylko na miarę. Ewentualna wykonalność i ostateczne rozwiązanie techniczne projektu jest dostarczane jako specjalne rozwiązanie projektowe i zawsze dokładnie według parametrów wymaganych produktów, konkretnych zastosowań lub programu produkcyjnego klienta.
-
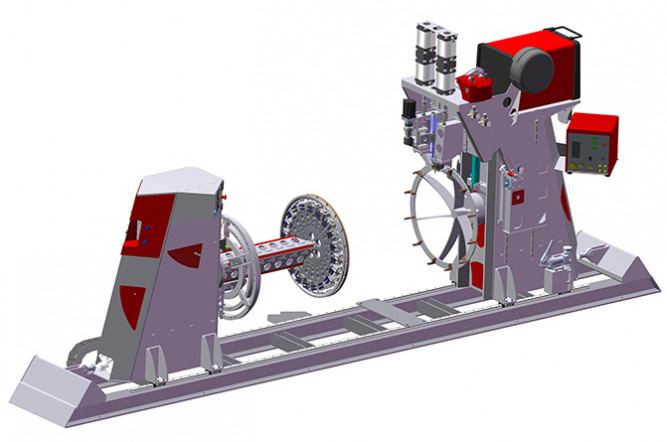
HAMMER SINGLE jest specjalne urządzenie do spawania średnio dużych otwartych naczyń i zbiorników do średnic 1200 mm i długości aż 3500. Mechaniczna konstrukcja przestrzenna jest przystosowany do dużych obciążeń. Urządzenie posiada na lewym wrzecionie przyrząd pneumatycznie otwierany, który integruje ochronę grani gazem. Lewa wieża jest przesuwna na dokładnych prowadnicach liniowych, napęd zabezpiecza siłownik pneumatyczny. Wrzeciono na prawej stronie unosi przyrząd dociskowy, który zapewnia dokładne dociśnięcie dna i płaszcza. Prawa wieża jest na więcej wyposażona o pionowo poruszającą się głowicę prasującą, która powoduje dociśnięcie właśnie spawanego fragmentu dna wraz z płaszczem do miedzianej podstawy przyrządu. Prawa wieża jest także ruchoma na tych samych prowadnicach co wieża lewa, napęd zabezpiecza siłownik pneumatyczny.
-
Napęd obrotowy jest rozwiązany bez luzowo. Silnik krokowy obraca poprzez przekładnie planetarną koła zębate wrzeciona
-
Głowica prasująca w prawej wieży ma napęd hydrauliczny ruchu podstawowego, który zapewnia ustawienie do zróżnicowanych średnic. Samy ruch i docisk roboczy jest realizowany przez wysokowydajne tandemowe siłowniki pneumatyczne, które przenoszą swoją siłę na koła dociskowe wykonane ze stopu CuCrZr. Uchwyt palnika spawalniczego jest wyposażony w funkcję oscylacji.
-
Istotną częścią maszyny jest zestaw przyrządów mocujących płaszcz wraz z dnem, które może być płaskie i wyoblone. Przyrząd pozwala spawać rożne długości płaszczy z jednym rodzajem dna, dzięki czemu długość zbiornika jest w całym zakresie zmienna. Średnica zbiornika jest niezmienna dla jednego rodzaju przyrządu. Jednak wymiana przyrządów na różne średnice jest łatwa i zajmuje tylko kilka minut dzięki centralnym złączom przyrządu wobec wieży z wrzecionem.
-
Automat jest możliwe do-wyposażyć Podajnikiem zimnego drutu HST CREATIVE CW 09. Podajnik jest w pełni sterowany Systemem sterowania automatu i dostarcza maksymalne możliwości ustawienia parametrów podawania włącznie ruchu wstecznego drutu.
-
Znacznym ułatwieniem dla operatora może być wyposażenie maszyny w specjalny cyfrowy pilot “Mighty Controller”, który zwiększa elastyczność i zmienność podstawowej maszyny.
-
Automat jest sterowany wyjątkowym systemem sterowania RCS 06, który zapewnia wszystkie możliwe funkcje do spawania obwodowego włącznie przyśpieszania i zwalniania ruchu obrotowego, podstawowe funkcje spawania wzdłużnego, sterowania źródła prądu z oddzielnym programowaniem i funkcje wyższe regulacji mocy spawania. Możliwość układania programów i ich kompilacji podkreślają dojrzałość systemu sterowania.
Możliwości pod względem rodzaju spawu i technologii
√ Spawanie obwodowe z jednym palnikiem.
√ Oscylacja palnika ze sterowaną osią W.
X Wyposażenie w więcej różnych technologii spawania.
X Spawanie wzdłużne ze sterowaną osią X.
X Wykonywanie spawów pachwinowych i w pozycjach.
X Napawanie po linii śruby z możliwością sterowanego podgrzewania.
X Napawanie po spirali z interpolacja rotacji i suwu palnika.
√ Sterowanie źródła za pomocą cyfrowego protokołu Open-can, lub analogowo.
√ Podawanie zimnego drutu do spawu (TIG, PLASMA).
√ Ochrona Grani zaworem sterowanym (maks. 2 drogi).
Zalety podstawowe
√ System sterowania RCS 06 zaprojektowany specjalnie do zadań spawalniczych z wysoce funkcjonalnym sprzętem.
√ Bezluzowa koncepcja napędu w składzie: Silnik krokowy> Przekładnia planetarna> Przekładnia z paskiem zębatym> Wrzeciono.
√ Wrzeciona przelotowe ze znormalizowanym kołnierzem do podłączenia standardowego uchwytu uniwersalnego.
√ Docisk wieży w osi wzdłużnej realizowany siłownikiem pneumatycznym, ruch po precyzyjnej prowadnicy liniowej.
√ Trwała konstrukcja z ochroną wrażliwych części, przenoszenie prądu spawania przez profesjonalne frezowane podłączenie obrotowe (kolektor) CuCrZr.
...Podane tutaj informacjeopisują system sterowania RCS 06 jako całość z wszystkimi jego możliwościami, które nie muszą być dostępne dla każdego urządzenia i to w zależności od możliwości technologicznych. Jest to zależne na konkretnej konfiguracji urządzenia. Zawsze jest potrzebne zaznajomić się z urządzeniem, jeśli jego możliwości technologiczne ze względem na wybraną konfigurację wspierają wszystkie niżej opisane funkcje. Dane stanowią przegląd możliwości systemu sterowania, a nie maszyny i nie mają na celu szczegółowego wyjaśniania poszczególnych elementów. Wynika to głównie z trudności w zrozumieniu niektórych bardziej złożonych funkcji lub wyposażenia. Po szczegółowe informacje prosimy zwracać się do działu technicznego HST CREATIVE, albo działu sprzedaży.

System sterowania RCS 06
Dane robocze
Wybór podstawowy
- Wybór procesu (spawanie rotacyjne - obwodowe, spawanie wzdłużne, linia śrubowa).
- Wybór średnicy produktu (średnica spawu w mm).
- Dobór odpowiedniego źródła prądu do konkretnej głowicy palnika.
Osie…obrotu
- Kierunek obrotu w prawo, w lewo.
- Opóźnienie obrotu przed spawaniem. Czas (w sekundach) po wysłaniu przez źródło prądu potwierdzenia zajarzenia stabilnego łuku.
- Przyśpieszenie początkowe (kąt i wartość).
- Kąt obrotu (maksymalnie 720°, dokładność 0,1°).
- Przyśpieszenie w trakcie ruchu (kąt i wartość).
- Opóźnienie ruchu na końcu obrotu w celu precyzyjnego tworzenia sekwencji zamykania i bezbłędnego łączenia początku i końca spoiny podczas spawania obrotowego (kąt i wartość).
- Punkt Zero. Funkcja dokładnego powrotu do punktu wyjściowego (wybór najkrótszą drogą, albo wstecz po całej trajektorii).
- Punktowanie. Automatyczne obliczanie kąta na podstawie wyboru (ilość punktów).
Osie…ruchowe
- W trybie spawania rotacyjnego – ustawienie wzdłużnej pozycji spawania na osi X i zachowania się podczas roboczego trybu pracy.
- W trybie spawania wzdłużnego – ustawienie pozycji rozpoczęcia spawania, opóźnienie ruchu po rozpoczęciu spawania, całkowita długość spawania, sekwencje zakończeniowe, zachowanie podczas roboczego trybu a również pozycja radialna spawu na osi rotacji.
- Kąt wychylenia wrzeciona konika 0 - 90°. Płynny ruch za pomocą precyzyjnego napędu wychylenia konika, albo logiczność funkcji w przypadku, kiedy urządzenie jest osadzone konikiem z podniesieniem sterowanym pneumatycznie.
Osie…Palnika
- Wysokość spawania ustawiona poprzez el. oś podnoszenia Z, lub pneumatyczne podnoszenie palnika.
- Pozycja palnika ustawiona za pomocą dalszych sterowanych osi ramienia palnika (osie Z, K).
Oscylacja
- Opóźnienie rozpoczęcia oscylacji po tym, jak spawarka odeśle sygnał potwierdzenia o stabilnym łuku (sek).
- Frekwencja ruchu oscylacyjnego (w Hz).
- Wychylenie w prawo i w lewo (w milimetrach dla każdej strony osobno, z dokładnością 0,1 mm).
- Opóźnienie w prawo, w lewo i opóźnienie środkowe (ustawia przerwę oscylacji, ustawienie w sek.).
Podajnik drutu (wyposażenie opcjonalne CW 03 albo CW 09)
- Opóźnienie rozpoczęcia podawania po tym, jak spawarka odeśle sygnał potwierdzenia o stabilnym łuku (sek).
- Frekwencja podawania. Ustawia frekwencję zmian w prędkości podawania drutu (w Hz).
- Górna prędkość podawania, dolna prędkość podawania. Osobno ustawia pojedyncze prędkości podawania (0 - 10 m/min).
- Ustawienie stosunku pomiędzy górną i dolną prędkością podawania (w procentach).
- Powrót drutu. Zmienia orientację podawania drutu w kierunku ustawienia dolnej prędkości (drut stapia się stopniowo z wszystkimi zaletami wypływającymi z tej metody podawania drutu).
- Zaciągnięcie drutu pod koniec spawania w celu zapobieżenia utlenianiu szczątkowemu drutu (w mm).
Sterowanie źródła prądu
- Sterowanie źródłem spawania w zależności od wybranego systemu. Pełna kontrola cyfrowa poprzez interfejs MASTER HST CREATIVE OpenCan. Lub proste sterowanie analogowe za pomocą elementu analogowego REL02.
- Kąt włączania źródła prądu (0 - 720°) i kąt wyłączenia źródła prądu (maks. 720°).
Gaz ochronny
- Wypływ gazu ochronnego do palnika przed i po spawaniu dla źródła prądu numer 1 i źródła prądu numer 2.
- Wypływ gazu formującego Grań.
Ostatnie urządzenia
- Ustawienie cyfrowego zdalnego sterownika "Mighty Controler”.
- Sterowanie systemu kamerowego HST CREATIVE NICK 03 (ustawienie pozycji i parametrów obserwacji).
- Precyzyjne sterowanie pozycji spawania za pomocą elektromagnetycznego czujnika dotykowego.
- System skanowania danych spawalniczych i oceny jakości spawania.
- Podłączenie innych systemów zewnętrznych.
Programy – Memory Boxy
- Urządzenie posiada pamięci do ułożenia własnych ustawień całego cyklu pracy. Z programami można przeprowadzać takie czynności jak zadanie nazwy, kopiowanie, przesuwanie (wolnych miejsc do wkładania programów jest 199).
Kompilacje programów
- Programy ułożone w Memory Boxach można dowolnie kombinować tworząc szereg funkcji, które mogą stwarzać złożony cykl pracy. Przykład spawania (w pełni automatyczny cykl z kontrolą wizualną podczas każdej zmiany programu – funkcja BREAK).
Program 1 - Podstawowa warstwa spawu wykonana metodą TIG bez ruchu wahadłowego z prędkością ruchu postępowego palnika 45 cm/min bez podawania dodatkowego drutu, wydajność spawania 72.
Program 2 – Warstwa numer 2 wykonana metodą TIG z ruchem wahadłowym palnika i podawaniem zimnego drutu, prędkość ruchu postępowego palnika 65 cm/min, wydajność spawania 160 A.
Program 3 – Warstwa numer 3 wykonana metodą MAG PULSE z ruchem wahadłowym palnika, prędkość ruchu postępowego palnika 72 cm/min, wydajność spawania 235 A.
Szybki wybór
- Wybieranie między spawaniem ręcznym albo automatycznym za pomocą nacisku na jeden przycisk.
- Funkcja No Weld do testowania ustawień bez spawania.
- Przycisk “ Triangulation“. Specjalny przycisk, który służy do układania aktualnych ustawień wszystkich sterowanych osi urządzenia na podstawie kontroli wizualnej przez pracowników obsługi urządzenia. Urządzenie zapisze wizualne dane wstępne jako współrzędne sterowanych osi.
Funkcje bezpośrednie
- Przycisk testu gazów ochronnych (po naciśnięciu otworzy wszystkie zawory gazowe).
- Przycisk ręcznego przychylenia palnika spawalniczego.
- Przycisk ręcznego włączenia elementów pneumatycznych (na przykład docisk konika).
Elementy spawane
- Urządzenie to uniwersalna i zaawansowana jednostka produkcyjna nadająca się do spawania dowolnych wyrobów przemysłowych w ramach gabarytu urządzenia. Umożliwia wykonywanie rotacyjnych spoin obwodowych, spoin kątowych w pozycji PA/PB a także pełnowartościowych spoin wzdłużnych.
- Typowym wykorzystaniem urządzenia jest produkcja zbiorników i zbiorników ciśnieniowych z wszelkiego rodzaju materiałów i wszystkimi metodami spawania łukowego z wyjątkiem metody SAW. Urządzenie dzięki wysokiej dokładności umożliwia spawanie części maszyn, kołnierzy, wałów, wymienników ciepła, ścian sitowych.
- Urządzenie jest w stanie pracować w trybie napawania po linii śrubowej jak na powierzchni walca, tak na powierzchni płyty przechylonej o 90° ( oczywiście z interpolacyjną zmianą prędkości rotacji wrzeciona w zależności na średnicy w danym momencie). Specjalny software umożliwia spawanie pojedynczych warstw napawania (wykorzystuje sterowaną oś podnoszenia palnika).
Propozycje
- Doskonałym dodatkiem jest perfekcyjny układ zdalnego sterowania “Mighty Controler”. Jest to swobodnie programowalny układ umożliwiający sterowanie wszystkimi potrzebnymi funkcjami maszyny spawalniczej wprost podczas procesu spawania.
- System sterowania urządzenia jest na tyle udoskonalony, że oferuje informacje on-line o aktualnych obrotach i aktualnej prędkości ruchu postępowego spawania.
- Kompilacje programów oferują doskonałe możliwości całkowicie zautomatyzowanej produkcji składającej się z dużej ilości różnego rodzaju spoin.
- Wersja z dwiema palnikami nie ogranicza użytkownika przy produkcji technologicznie skomplikowanych wyrobów.
- Wychylany konik poszerza możliwości wykorzystania urządzenia o spawanie w pozycji pochylonej pod kątami w zakresie 0-90°.
- Cyfrowe podajniki zimnego drutu umożliwiają precyzyjne spawanie z wysoką dokładnością a zarazem podają informacje o ilości drutu dostarczonego do miejsca spawu.
|
MOCE ROBOCZE |
WARTOŚĆ |
|
Maksymalna nośnoć statyczna |
1500,0 Kg |
|
Moment obrotowy na wałku wrzeciona głównego |
1776,0 Nm |
|
Moment obrotowy na wałku wrzeciona biernego * |
1776,0 Nm |
|
Zakres prędkości obrotów |
0 - 3,3 obr/min |
|
Siła docisku działająca na zbiornik |
6000 N |
|
Obciążenie robocze ** |
24/7 |
|
WYMIARY ROBOCZE |
WARTOŚĆ |
|
Maksymalna średnica otaczania |
1200,0 mm |
|
Maksymalna długość zbiornika * |
750,0 - 3500,0 mm |
|
Przelotowy otwór w wrzecionie głównym |
78,0 mm |
|
Średnica kołnierza wrzeciona głównego |
250,0 mm |
|
Przelotowy otwór w wrzecionie biernym |
78,0 mm |
|
Średnica kołnierza wrzeciona konika |
250,0 mm |
|
Skok siłownika pneumatycznego wieży głównej (dostawa standardowa, na życzenie możliwość powiększenia) |
650,0 mm |
|
Skok siłownika pneumatycznego wieży biernej (dostawa standardowa, na życzenie możliwość powiększenia) |
500,0 mm |
|
OSIE RUCHOWE |
WARTOŚĆ |
|
Obrót wrzeciona głównego |
Program. sterowana oś |
|
Obrót wrzeciona biernego (zsynchronizowany z wrzecionem głównym) * |
Program. sterowana oś |
|
Podnoszenie palnika (oś Z) * |
Pneumatycznie |
|
Doprecyzowanie pozycji palnika |
+/- 15,0 mm, ręczna oś |
|
Oscylacja palnika (oś W) * |
+/- 20,0 mm, sterowana oś |
|
Precyzyjne ustawienie pozycji podawania drutu * |
+/- 5,0 mm, ręczna oś |
|
TECHNOLOGIA SPAWANIA I STEROWANIA |
WARTOŚĆ |
|
Odpowiednie metody spawania |
MAG, TIG, Plasma Weld |
|
Wrzecionem przenoszony prąd DC |
550A |
|
Wrzecionem przenoszony prąd AC |
450A |
|
Podłączenie urządzenia spawalniczego do systemu START/STOP |
Tak |
|
Podłączenie urządzenia spawalniczego za pomocą logiki programu UP / DOWN |
Tak |
| Podłączenie sprzętu spawalniczego przez interfejs cyfrowy CanOpen (CEBORA) * | Tak |
|
Programowo sterowane podawanie drutu * |
Tak |
|
Zdalne sterowanie * |
Tak |
|
ENERGIE, MEDIA A ŚRODOWISKO |
WARTOŚĆ |
|
Podłączenie z sieci |
3x400V/N/PE/50Hz |
|
Sprężone powietrze (suche, czyste) |
0,5 - 0,7 MPa |
|
Gaz ochronny do spawania * |
1 droga niezależna |
|
Gaz ochronny dla ochrony grani * |
1 droga niezależna |
|
Charakterystyka umieszczenia na pozycji roboczej |
Swobodnie stojący, konieczność zakotwiczyć |
|
Stopień ochrony |
IP 51 C |
|
Moc instalacyjna *** |
- |
| ROZMĚRY |
WARTOŚĆ |
|
Wysokość *** |
- |
|
Szerokość *** |
- |
|
Długość *** |
- |
| Masa *** | 2000 Kg |
* Pozycja jest wybierana, albo istnieje więcej możliwości, które się wzajemnie różnią funkcją. Informacje są płatne dla najlepszego wyposażenia.
** 8/5 = obciążenie w jednej zmianie /// 16/6 = przemysłowe obciążenie /// 24/7 = obciążenie ciągłe.
*** Informacje nie można podać dokładnie, dlatego że są zależne na konkretnej konfiguracji. Podana jest maksymalna wartość efektywna.
...Dane techniczne mogą ulec zmianie bez wcześniejszego powiadomienia.
 |