



Lineární svařovací automat AWL SUPERFINE
Nezbytný výběr
Zelené podbarvení značí prvek či díl, který musí být v některé z nabízených variant do stroje montován již při jeho výrobě a stroj bez něj nelze zprovoznit - objednat.
Konstrukční příplatek
Žluté podbarvení značí prvek či díl který musí být v některé z nabízených variant do stroje montován již při jeho výrobě, v zásadě jde o vybavení rozšiřující funkcionalitu.
Volné vybavení
Šedé podbarvení značí prvek či díl, kterým je možné osadit stroj kdykoli později, montáž je možná svépomocí, v zásadě jde o vybavení rozšiřující funkcionalitu.
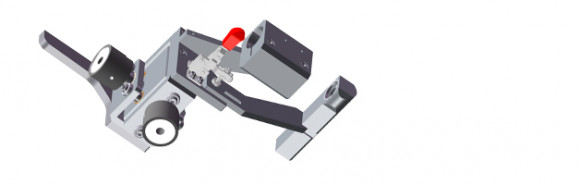
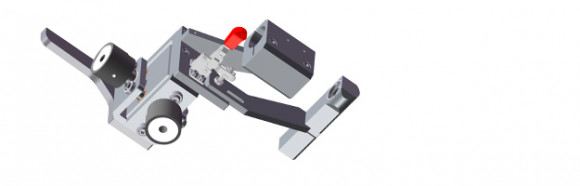
Lineární svařovací automat pro provádění fixovaných podélných svarů na podložku určený pro průmyslové svařování i s vysokým hodinovým zatížením.
Na lineárním automatu je možné svařovat trubky, kouřovody, odsávací trubky, pozinkované potrubí a další výrobky vhodné pro podélné svařování. Automat může pracovat v režimu ručním nebo automatickém s vyšší úrovní automatických funkcí včetně funkcí pro zvýšení produktivity práce. Řídící systém LCS 06 přímo navržený pro potřeby podélného svařování přináší jedinečně propracovaný přístup k funkcím, včetně komunikace se svářečkou.
-
AWL SUPERFINE 1100.T je lineární svařovací automat určený pro podélné svařování na měděnou podložku s oboustranným držením svařence o maximální délce 1100mm a s řízenou ochranou kořene svaru inertním plynem systémem CascadeGas. Základna stroje je vyrobena z oceli a je nesena dvěma ergonomicky tvarovanými podpěrami. Všechny elektronické prvky stroje a chladicí systém jsou umístěny uvnitř této základny. Automat je určen pro svařování metodou TIG DC, TIG AC, Plasma Weld DC, Plasma Weld AC a je vhodný pro svařování legované a nelegované oceli, CrNi oceli, mědi, hliníku, titanu a dalších materiálů, jako je pozinkovaná ocel a aluminizovaná ocel.
-
Konstrukce silových ramen stroje je řešena jako ocelová svařovaná poloskořepinová prostorová konstrukce, která se díky unikátnímu návrhu pružností vyznačuje řízenou flexibilitou. Obě ramena jsou fixována do centrálního bloku, který fixuje svařovací trn, levé rameno nese lineární vedení supportu hořáku. Přítlak polotovaru ke svařovacímu trnu je realizován pneumaticky přes převodové páky s příčně nastavitelnými segmenty vyrobenými z vysoce kvalitní slitiny typu CuCrZr (zakázkově lze stroj vybavit segmenty z nerezové oceli, které jsou nezbytné například pro svařování hliníku kvůli lepšímu ochlazení po svařování). Centrální blok je umístěn na prostorově svařované robustní konstrukci ve které je umístěna elektronika a integrovaný vysocevýkonný chladící systém.
-
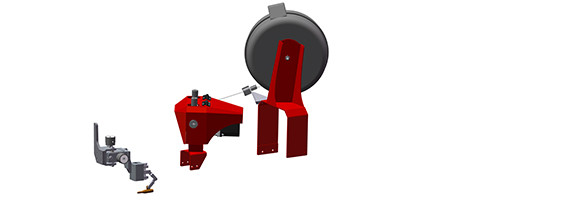
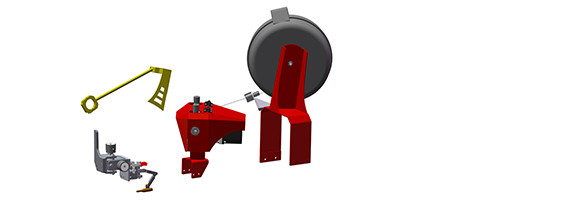
Automat je určen pro výrobky maximálního průměru svařence 1000 mm. Prostřednictvím hydraulického zdvihacího mechanismu, který lze s lineárním automatem dodat nad rámec standardní konstrukce, lze však dosáhnout maximálního průměru svařence až 1500 mm. Hydraulický zdvihací mechanismus je nesen na lineárních vedeních robustní svařovanou podstavou s trubkovou páteří a dvěma stabilizačními podpěrami. Při konstrukci automatu jsme vyřešili i problém odsávání zplodin svařování integrací odsávacího kanálu přímo do konstrukce, bez negativního vlivu na proces podélného svařování, což je výhodou zejména při svařování pozinkovaných materiálů. Připojení tohoto zařízení je řešeno trubkou o průměru 100 mm.
-
Svařovací trn je vyroben u nízkolegované oceli s velkou pevností v ohybu. Na podkladovém trnu je namontována unikátně konstruovaná přesně obrobená podkladová lišta ze slitiny CuCrZr vnitřně chlazená kapalinou, ve které je zároveň integrován CascadeGas systém pro úsporu ochrynného plynu při ochraně kořene svaru. Podkladovou lištu lze zakázkově vyrobit z nerezové oceli, která je nezbytná například pro svařování hliníku.
-
Management plynů je rozdělen na tři nezávislé cesty. Cestu hořákovou, cestu dochlazení svarové stopy a cestu formovacího plynu. Cesta formovacího plynu využívá unikátní kaskádový systém ochrany kořene svaru CascadeGas. Soustava ventilů přepíná rozvod formovacího plynu tak, že plyn chrání kořen svaru pouze v nezbytné délce v závislosti na momentální poloze svařovacího hořáku, dle které systém CascadeGas automaticky rozděluje formovací plyn do sekcí. Výsledkem je, že spotřeba formovacího plynu je významně snížena až o 80%. Všechny trasy plynu jsou vybaveny přesnými průtokoměry a ventily, které přesně řídí průtok plynů.
-
Support hořáku je vybaven pneumaticky ovládaným držákem hořáku, který pro usnadnění vizuální kontroly stavu dílů hořáku parkuje v horizontální poloze. Pohon supportu zajišťuje bezvůlová soustava servomotoru, planetové převodovky a řemenového převodu. Pozicování hořáku má opakovatelnou přesnost 0,2 mm a rychlost svařování od 10 cm/min do 300 cm/min, rychloposuv je 600 cm/min.
-
Automat je možné vybavit podavačem studeného drátu HST CREATIVE CW 09, který rozšiřuje možnosti použití zařízení při podélném svařování silnějších plechů. Podavač studeného drátu je plně kontrolován řídícím systémem stroje a přináší maximální možnosti nastavení parametrů.
-
Automat je ovládán vynikajícím digitálním řídícím systémem LCS 06, který je navržen speciálně pro provádění podélných svarů. Systém disponuje širokou funkční výbavou, která řeší veškeré známé potřeby podélného svařování. LSC 06 navíc ovládá celé spektrum zajímavých a sofistikovaných funkcí včetně regulace výkonu svařování logikou UP/DOWN.

Hlavní výhody
√ Možnost nastavení pracovní výšky stroje pro dosažení maximálního průměru až 1500mm s využitím hydrauliky.
√ Mechanická konstrukce s řízenou flexibilitou a upínání přítlačnými segmenty s nastavitelnou upínací silou a roztečí pro optimalizaci upnutí.
√ Použití vysocekvalitní slitiny typu CuCrZr pro podkladovou lištu i pro přítlačné segmenty násobně zvyšuje životnost namáhaných dílů.
√ Parkování hořáku v horizontální poloze usnadňuje vizuální kontrolu dílů hořáku, pro eliminaci zmetkovitosti podmíněné vadami hořáku.
√ Třícestný management technických plynů s unikátním CascadeGas spořícím až 80% plynu pro formování kořene svaru.
√ Kapalinový chladící systém integrovaný přímo do konstrukce stoje s chladícím výkonem postačujícím pro současné chlazení trnu i hořáku.
√ Možnost doplnění o digitální podavač studeného drátu řízený přímo systémem umožňuje provádění normalizovaných převýšených svarů.
√ Integrovaný odsávací systém pro vysokopodtlakové odsávání přímo od hořáku s vysokou účinností pro odsávání vysoce kouřivých metod.
√ Řídící systém LCS06 s propracovanými funkcemi a účelovými programy pro řízené fázování výroby významně zvyšující produktivitu práce.
|
PRACOVNÍ VÝKONY |
HODNOTA |
|
Maximální postupová rychlost svařování |
300,0 cm/min |
|
Minimální postupová rychlost svařování |
10,0 cm/min |
|
Maximální vyvinutý specifický tlak přidržení plechu pláště/trubky |
250,0 N/mm2 |
|
Minimální vyvinutý specifický tlak přidržení plechu pláště/trubky |
0,35 N/mm2 |
|
Provozní zatížitelnost ** |
24/7 |
| PRACOVNÍ ROZMĚRY |
HODNOTA |
| Maximální délka pláště/trubky | 1100,0 mm |
| Minimální efektivní délka pláště/trubky | 50,0 mm |
| Maximální průměr pláště/trubky, kdy je svařovaný plášť/trubka v dokonale kulatém tvaru (bez hydraulického zdvihu / s hydraulickým zdvihem) | 1000,0 mm / 1500,0 mm |
| Minimální průměr pláště/trubky (možnost výběru optimálního trnu svařování) * | 70,0 / 80,0 / 100,0 mm |
| Maximální efektivní síla svařovaného pláště/trubky | 3,0 mm |
| Maximální síla svařovaného pláště/trubky | 4,0 mm |
| Minimální efektivní síla svařovaného pláště/trubky | 0,3 mm |
| POHYBOVÉ OSY | HODNOTA |
| Pohyb hořákové hlavy | Programově řízená osa |
| Precisní nastavení polohy hořáku | +/- 10,0 mm, manuální osa |
| Precisní nastavení polohy podávání studeného drátu * | +/- 5,0 mm, manuální osa |
| TECHNOLOGIE SVAŘOVÁNÍ A OVLÁDÁNÍ | HODNOTA |
| Vhodné metody svařování | TIG, Plasma Weld |
| Řízené formování kořene svaru | Systém CascadeGas |
| Připojení svařovacího zařízení systémem START/STOP | Ano |
| Řízení startovací sekvence svařovacího zdroje | Ano |
| Přesné řízení pneumatického přítlaku svařovaného pláště/trubky | Ano |
| Automatické fázování upnutí pláště/trubky * | Ano |
| Programově řízené podávání drátu (0,6 / 0,8 / 1,0 / 1,2 / 1,6 mm)(Fe / CrNi / CrMo / Flux / Al / Cu) * | Ano |
| ENERGIE A PROSTŘEDÍ | HODNOTA |
| Napájení ze sítě | 3x400V/N/PE/50Hz |
| Stlačený vzduch (suchý, čistý) | 0,5 - 0,9 MPa |
| Ochranné plyny pro svařovací hořák a přídavná ochranná zařízení | 2 nezávislé cesty |
| Ochranný plyn pro formování kořene svaru systémem CascadeGas | 1 nezávislá cesta |
| Charakteristika umístění na pracovní pozici | Volně stojící |
| Třída krytí | IP 51 C |
| Příkon instalační *** | - |
| ROZMĚRY | HODNOTA |
| Výška *** | - |
| Šířka *** | - |
| Hloubka *** | - |
| Hmotnost *** | 650 kg |
* Položka je volitelná, nebo existuje ve více provedeních, které se vzájemně odlišují funkcionalitou. Uvedené údaje platí pro nejvyšší varianty.
** 8/5 = zatížení v jedné směně /// 16/6 = průmyslové zatížení /// 24/7 = nepřetržité zatížení.
*** Data nelze poskytnout zcela přesně, protože jsou závislá na zvolené konfiguraci stroje. Uvedena je maximální efektivní hodnota.
...Změna technických parametrů je vyhrazena bez předchozího upozornění.
LCS 6 je digitální řídící systém, který je navržen speciálně pro stroje provádějící podélné svary. Systém disponuje širokou funkční výbavou, která řeší veškeré známé potřeby lineálního svařování. Údaje jsou přehledem možností řídícího systému, nikoliv stroje, a nedávají si za cíl podrobně vysvětlit jednotlivé prvky. To zejména z důvodu obtížné srozumitelnosti některých složitějších funkcí nebo výbavy. Pro podrobnosti se obracejte na obchodní oddělení HST CREATIVE, nebo na technické oddělení.

Řídící systém LCS 06 pro lineární svařovací automaty AWL
Základní režimy
-
K dispozici je plně automatický režim, kdy zařízení ovládá pohyb hořáku a veškeré další funkce plně automaticky. Obsluha stroje se v tomto režimu omezuje na zakládání materiálu pro svaření a jeho vyjmutí po zavaření.
-
Manuální režim svařování je plně ruční, veškeré funkce stroje je nutné vyvolat na ovladačích. Tento režim je optimální pro kusovou výrobu a také při nastavování nových parametrů.
-
Režim No Weld umožňuje prohlédnout si celý sestavený program naprázdno (svařovací zdroje je deaktivován).
Pracovní režimy
-
Nepřerušený svar
-
Stehování
-
Bodování
-
Bodování s následnám převařením
-
Režim posunutého svaru
-
Svařování od středu
-
Počáteční steh
Pracovní funkce
-
Nastavení délky předfuku ochranného plynu.
-
Nastavení počátku svaru. Definuje kde stroj zahájí svařování.
-
Nastavení zpoždění pro nahřátí materiálu.
-
Nastavení délky svaru. Definuje jak dlouhý bude svar.
-
Funkce předčasného stopu. Umožňuje nastavit, jak daleko od zamýšleného konce svářečka ukončí svařování.
-
Stehování je funkcí, která umožní provést na výrobku libovolný počet stehů, libovolně dlouhých.
-
Bodování je funkcí, která umožní provést na výrobku libovolný počet bodů.
-
Volba programu svářečky
Programování
-
LSC 6 je systém, který umožňuje uživateli ukládat do memory boxů (místa v paměti) komplexní nastavení konkrétního výrobku.
-
Je možné programy pojmenovat slovně a spárovat je s programy na svářečce.
-
Volných memory boxů je 100.
Podpůrné funkce
-
Potvrzení svařovacího oblouku. Stroj čeká na signál ze svařovacího stroje, a teprve po jeho obdržení zahájí program nastavený pracovní cyklus. Tato funkce je zásadní pro svařování tenkých materiálů, zejména potom hliníku. Funkcí je také eliminovány nespolehlivé zápaly svářečky.
-
Kontrolní systém. Vysokou technickou úroveň podtrhuje kontrolní systém, který sleduje správnost nastavení a blokuje stroj při funkční nebo uživatelské chybě. Chyby jsou jmenovitě vypsány displejem a jsou zároveň indikovány svítící LED "Incomplete".
-
Funkce AR. Zcela unikátní je funkce AR, která umožňuje svařovat i plechy, které nejsou ustřižené rovně, bez nutnosti přepínat nebo otáčet celý materiál. Tato funkce je v praxi nedocenitelná, protože umožní svařit nepřesně ustřižené plechy s produktivitou, kterou stroj bez takové funkce nemůže nikdy dosáhnout.
-
Funkce středového svaru. Umožňuje provést svařování od středu doprava, poté se hořák vrátí ke středu na již zavařené místo a provede svar doleva. Funkce je vhodná pro svařování silnějších materiálů v situaci, kdy jsou svařované trubky extrémě nepřesné.
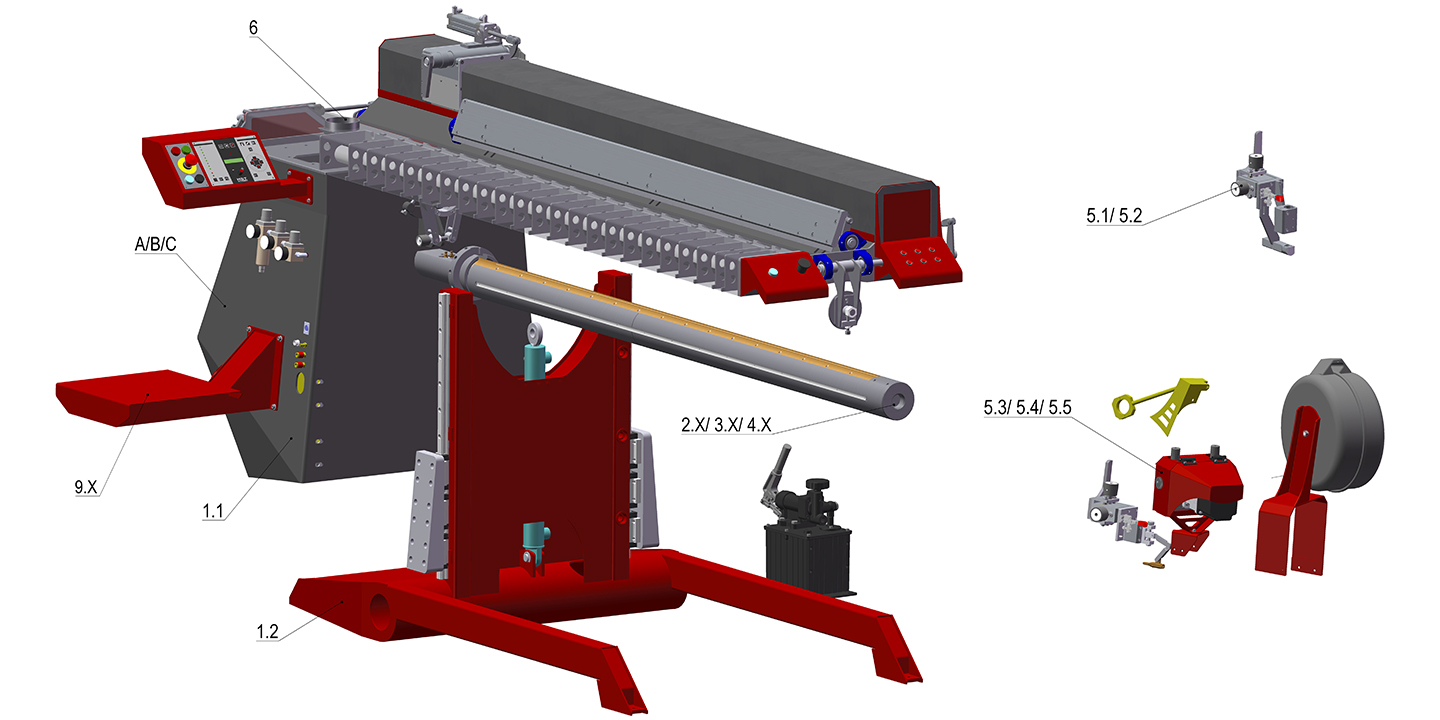
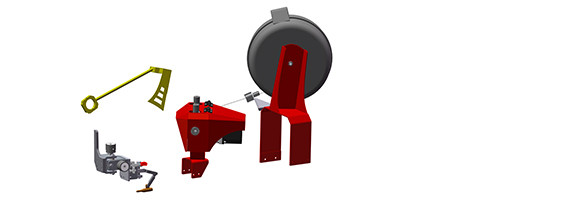
Stroj se základním vybavením
C
Kompletní základ stroje připravený k přesné konfiguraci
(( 1 )) Výběr podstavce stroje v pevné, nebo verzi s hydraulickým zdvihem
(( 2 )) Výběr varianty trnu pro požadovaný minimální průměr svařovaného produktu
(( 3 )) Výběr technologických prvků, doplňků a vylepšení
(( 4 )) Výběr svařovacího generátoru a dalšího příslušenství a doplňků
Základní konfigurační vybavení

2.1
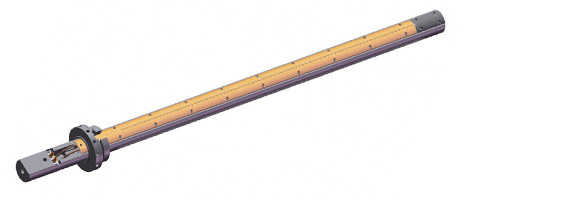
Svařovací trn FORM k automatům AWL 1100.T pro minimální průměr svařovaného výrobku 70mm
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (2.1, 2.3, 2.4, 2.5)
(( Kombinace )) Výběr této položky vylučuje výběr položek (2.1, 2.3, 2.4, 2.5)
(( Možnosti )) Podkladovou lištu lze zakázkově vyrobit z nerezové oceli pro svařování hliníku
(( Stav )) Montuje se přímo při výrobě
2.2
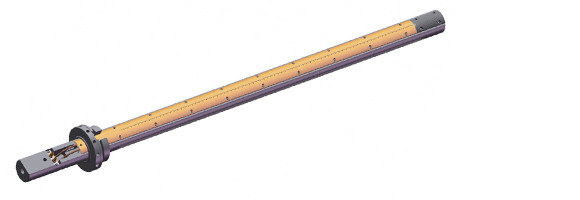
Svařovací trn FORM k automatům AWL 1100.T pro minimální průměr svařovaného výrobku 80mm
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (2.1, 2.2, 2.4, 2.5)
(( Kombinace )) Výběr této položky vylučuje výběr položek (2.1, 2.2, 2.4, 2.5)
(( Možnosti )) Podkladovou lištu lze zakázkově vyrobit z nerezové oceli pro svařování hliníku
(( Stav )) Montuje se přímo při výrobě
2.3
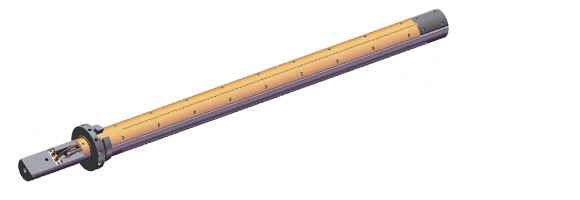
Svařovací trn FORM k automatům AWL 1100.T pro minimální průměr svařovaného výrobku 100mm
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (2.1, 2.2, 2.3, 2.5)
(( Kombinace )) Výběr této položky vylučuje výběr položek (2.1, 2.2, 2.3, 2.5)
(( Možnosti )) Podkladovou lištu lze zakázkově vyrobit z nerezové oceli pro svařování hliníku
(( Stav )) Montuje se přímo při výrobě
2.4
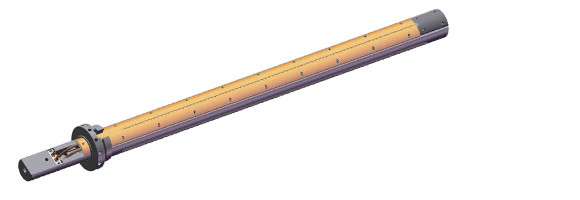
Svařovací trn KEY HOLE k automatům AWL 1100.T pro minimální průměr svařovaného výrobku 100mm
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (2.1, 2.2, 2.3, 2.4)
(( Kombinace )) Výběr této položky vylučuje výběr položek (2.1, 2.2, 2.3, 2.4)
(( Možnosti )) Podkladovou lištu lze zakázkově vyrobit z nerezové oceli pro svařování hliníku
(( Stav )) Montuje se přímo při výrobě
6

Odsávání zplodin svařování jako součást konstrukce, bez negativního vlivu na proces svařování
(( √ )) Odsávání zplodin svařování s kanálem integrovaným přímo do konstrukce, NEMÁ ALTERNATIVU
(( Kombinace )) Nejsou
(( Možnosti )) Připojení tohoto zařízení je řešeno trubkou o průměru 100 mm
(( Stav )) Montuje se přímo při výrobě
7

Speciální sada výkonného chladicího systém se třemi ventilátory a tlakových segmentů s otvory
(( √ )) Pomocný prvek sloužící pro lepší dochlazení po svařování, NEMÁ ALTERNATIVU
(( Kombinace )) Nejsou
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
8.1
Softwarové vybavení poskytující funkcionalitu pro obsluhou kontrolované upnutí trubky
(( √ )) Softwarová funkce, která je připojena k přídavné sadě pneumatických ventilů, MÁ ALTERNATIVU (8.2)
(( Kombinace )) Výběr této položky vylučuje výběr položky (8.2)
(( Možnosti )) Nevyžaduje změnu konstrukce, nebo další technické a mechanické vybavení
(( Stav )) Instaluje se přímo při výrobě
8.2
Softwarové vybavení poskytující funkcionalitu pro plně automatizované upnutí trubky
(( √ )) Softwarová funkce, která je připojena k přídavné sadě pneumatických ventilů, MÁ ALTERNATIVU (8.1)
(( Kombinace )) Výběr této položky vylučuje výběr položky (8.1)
(( Možnosti )) Vyžaduje změnu konstrukce, nebo další technické a mechanické vybavení. Nutná konzultace
(( Stav )) Instaluje se přímo při výrobě
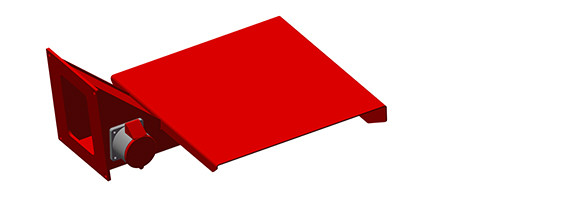
9.1

Konstrukční doplněk sloužící jako police pro případný svařovací zdroj menších rozměrů
(( √ )) Police svařovacího zdroje s rozměrem podkladové plochy 160x400mm, MÁ ALTERNATIVU (9.2)
(( Kombinace )) Výběr této položky vylučuje výběr položky (9.2)
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
9.2
Konstrukční doplněk sloužící jako police pro případný svařovací zdroj větších rozměrů
(( √ )) Police svařovacího zdroje s rozměrem podkladové plochy 400x470mm, MÁ ALTERNATIVU (9.1)
(( Kombinace )) Výběr této položky vylučuje výběr položky (9.1)
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
9.3

Konstrukční doplněk sloužící jako police pro případnou plasmovou konzoli
(( √ )) Police plazmové konzole, pokud je součástí, NEMÁ ALTERNATIVU
(( Kombinace )) Nejsou
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
10
Sada elektroniky a instalačních prvků pro digitální připojení svářečky k automatu
(( √ )) Umožňuje plnohodnotné ovládání svářečky včetně přepínání programů, NEMÁ ALTERNATIVU
(( Kombinace )) Je použitelné jen se svářečkami HST CREATIVE, CEBORA, omezeně LORCH
(( Možnosti )) Lze připojit dvě nezávisle pracující svářečky
(( Stav )) Montuje se přímo při výrobě
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
|||
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
|||
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
|||
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
 Lineární svařovací automat AWL SUPERFINE |
|||
 |
 |
 |
 |