



Linear welding Automat AWL 2050.25 LIFT
MACHINE VARIANTS
Purpose of machine is to work in industry also with high hourly load. Machine can operate in manual or automatic mode with high level of automatic functions including functions for increase working productivity. LCS 06 control system brings uniquely sophisticated approach to functions including communication with the welding source.
This is a special solution which is provided only as custom made. Due to the complexity of the whole system and its parts very thorough consultation of requirements is always necessary. The final technical solution and possible feasibility of the project is provided as special project solution and always exactly based to the parameters of the required products, specific applications or the customer production program.
-
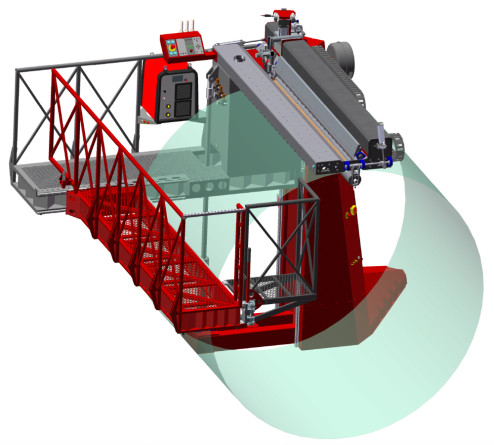
AWL 2050.25 LIFT is machine for longitudinal welding on copper base with double-sided holding of weldment with maximum length of 2050 mm and with controlled protection of the root of the weld with forming gas by the CascadeGas system. Central block of the machine is made of steel and supported by two ergonomically shaped supports. All electronic components and cooling system are located inside this block. The machine is designed for TIG AC/DC and Plasma AC/DC welding and is suitable for welding of alloy and non-alloy steel, CrNi steel, copper, aluminum, titanium and other materials such as galvanized steel and aluminized steel.
- The construction of the machine's force arms is designed as steel welded half-shell spatial costruction which is characterized by controlled flexibility thanks to the unique design of elasticity. Both arms are fixed to the central block which fixes the welding thorn. Left arm carries the linear guide of the torch head. The pressure of the weldment against the welding thorn is realized pneumatically via gear levers with transversely adjustable segments made of high-quality CuCrZr alloy (as custom made solution the machine can be equipped with pressure segments from stainless steel whichs are necessary for example for welding of aluminum for better cooling after welding).
- Central block is located on spatially welded robust construction in which the control electronics are located. Through the hydraulic lifting mechanism the maximum diameter of the weldment can be reached up to 2500 mm. The hydraulic lifting mechanism is carried on linear linings on robust central column with two stabilizing supports and hydraulic cylinder with stroke length of 1490mm. The stroke is controlled electronically on the machine's control panel.
- During designing of machine we also solved problem of suction of welding fumes by integrating the suction channel directly into the construction without negative effect on welding process which is advantagous especially when welding galvanized materials. The connection of this device is solved by pipe with diameter of 100 mm.
- Part of the construction are sufficiently dimensioned steel gangways for comfortable operation of the machine even in the case of welding bigger diameters when the base of the machine is raised. These gangways are firmly connected to the base of the machine so they rise smoothly together with the machine and are equipped with safety railing to ensure the operator against falling.
- Welding thorn is made of low-alloy steel with high flexural strength. Uniquely designed precisely machined CuCrZr alloy basis bar internally cooled by liquid is mounted on the welding thorn in which CascadeGas system for saving shielding gas while protecting the root of the weld is also integrated. Basis bar can be also made from stainless steel as custom made solution for welding of aluminum.
- Gas management is divided into three independent ways - torch way, after-cooling way of the weld track and the forming gas way. Forming gas way uses our unique CascadeGas system. Set of valves switches forming gas so the gas protects the root of the weld only in necessary length depending on current position of welding torch. According to position of welding torch CascadeGas system automatically divides the forming gas into each sections. As result the consumption of forming gas is significantly reduced up to 80%. All gas ways are equipped with precise flow meters and valves that precisely control gas flow.
- Torch head is equipped with pneumatically controlled torch holder which is parked in horizontal position to facilitate visual checking of condition of each parts of the torch. Longitudinal movement of the torch head is done with backlash-free drive system of servomotor, planetary gearbox and belt drive. The positioning of the torch has repeatable accuracy of 0,2 mm and welding speed from 10 cm/min to 300 cm/min, rapid traverse is 600 cm/min.
- Machine can be equipped with a cold wire feeder HST CREATIVE CW 07. The cold wire feeder is fully controlled by the LCS06 control system and brings to the operator the maximum possibilities of setting of the feeding parameters including the reversation of the feeding of the wire.
- Machine is controlled by LCS 06 control system which has been designed especially for linear welding automats. The system has a wide range of sophisticated functions by which all the requirements of linear welding are solved. LCS06 controls the whole spectrum of interesting and sophisticated functions including UP/DOWN logic.
Main benefits
√ Possibility of adjusting the working height of the machine for the maximum diameter of the weldment 2500 mm with the use of hydraulics.
√ Mechanical construction with controlled flexibility and clamping by pressure segments with enable to adjust clamping pressure and distance for optimal results.
√ Use of high - percentage alloy of CuCrZr for underlying lath and for pressure segments, which can rapidly increase the lifespan of consumables.
√ Positioning of the torch in horizontal position enables to do the vizual control of parts of the torch easier. By this step is the amount of rejects, caused by defects of the torch, eliminated.
√ Three - way system of technical gases with unique Cascade Gas system, which saves about 80% of gases, used for forming of root of the weld.
√ Liquid cooling system integrated directly into the construction of the machine enables to cool the thorn and the torch at the same time.
√ Cold wire feeder, controlled directly by control system, can be added and enables to perform normalized layered welds.
√ Integrated exhaust system suitable for high - vacuum extraction directly from the torch with high efficiency of exhausting of high - smoky methods.
√ Control system LCS06 with sophisticated functions and special - purpose programs for controlling of phase production and increasing of productivity.
LCS 6 - digital control system is designed specially for linear welding machines. This system solves most of the needs during welding of longitudinal welds and contains a range of highly sophisticated functions. Informations given in here are the overview about possibilities of control system, not the machine and do not give explanation of individual components because of difficult comprehensibility of more complicated functions and equipment. For more details, please, contact the technical department or sales of HST CREATIVE.

Control system LCS 06 for linear welding automats AWL
Basic modes
-
Fully automatic mode is available.
-
Manual welding mode is suitable for single-part production.
-
No Weld mode - does not weld, facilitates parameters setting of welding and the whole working cycle.
Working modes
-
Uninterrupted welding mode
-
Tack welding mode allows make any amount tacks
-
Spot welding mode
-
Spotting with owerwelding mode
-
Mode with displaced start of welding
-
Centre start mode
-
Starting tack mode
Working function
-
Setting of forming gas pre-flow.
-
Setting of welding starting position.
-
Setting of torch moving delay for beginning material heating.
-
Setting of weld lenght.
-
Setting of switching off welding machine position.
-
Stiching function allows to make any amount of spots at any lenght.
-
Welding machine program option.
Programming
-
LSC 6 is system, which allows user to save complex settings of particular product in the memory boxes.
-
It is possible to name the memory boxes verbally and to pair them with programs on the welding machine.
-
100 of free memory boxes
Supporting functions
-
Confirmation of a welding arch. LSC 6 waits for the signal from the welding machine, when the signal is received a program begins to use set working cycle. This is a fundamental function for welding of thin materials, especially aluminium welding. This function also eliminates unreliable ignitions.
-
Controlling system. High technical level of this product is emphasized by controlling system, which check correct settings and also block the machine in case of functional or user mistake. All faults are namely displayed and indicated by LED "Incomplete".
-
AR function. Very unique AR function allowing to weld metal plates, which are not cut straight, without switching or rotating the material. This function is very substantial in practice, because it is able to weld inaccurately cut plates with productivity, which the same machine without this function can never achieve.
-
Mid-product welding function. It allows to weld from the middle to the right, then the torch returns to the middle at the place already welded and then makes a weld to the left. This function is suitable for welding of thick materials, when the tubes are extremely inaccurate.
|
WORKING PARAMETERS |
VALUE |
|
Maximal progress speed of welding |
300,0 cm/min |
|
Minimal progress speed of welding |
10,0 cm/min |
|
Maximal specific pressure by clamping the tube/shell |
250,0 N/mm2 |
|
Minimal specific pressure by clamping the tube/shell |
0,35 N/mm2 |
|
Duty cycle ** |
24/7 |
| DIMENSIONS |
VALUE |
| Maximal lenght of the shell/tube | 2050,0 mm |
| Minimal lenght of the shell/tube | 50,0 mm |
| Maximal diameter of the shell/tube (shape of the shell/tube is precisely rounded) |
2500,0 mm |
| Minimal diameter of the shell/tube (choice of optimal thorn for welding) * | 120,0 mm |
| Maximal effective thickness of the welded shell/tube | 3,0 mm |
| Maximal thickness of the welded shell/tube | 4,0 mm |
| Minimal effective thickness of the welded shell/tube | 0,3 mm |
| MOTION AXES | VALUE |
| Movement of the torch head | Controlled axis |
| Precise adjustment of the torch position | +/- 10,0 mm,manual axis |
| Precise adjustment of feeding the wire position * | +/- 5,0 mm, manual axis |
| TECHNOLOGY OF WELDING | VALUE |
| Suitable methods of welding | TIG AC/DC, Plasma Weld AC/DC |
| Controlled forming of root of the weld | CascadeGas system |
| Connection of welding device through START/STOP system | Yes |
| Controlling of start sequence of welding sources | Yes |
| Precise controlling of pneumatic pressure of welded shell/tube | Yes |
| Automatic phasing of clamping the shell/tube * | Yes |
| Controlled feeding of the wire (0,6 / 0,8 / 1,0 / 1,2 / 1,6 mm)(Fe / CrNi / CrMo / Flux / Al / Cu) * |
Yes |
| POWER SUPPLY | VALUE |
| Power supply | 3x400V/N/PE/50Hz |
| Pressure air (dry, clean) | 0,5 - 0,7 MPa |
| Protective gases for welding torch and additional devices | 2 independant ways |
| Protective gas for forming of root of the weld by CascadeGas system | 1 independant way |
| Design | Stand design |
| Level of IP | IP 51 C |
| Input power for installation *** | - |
| DIMENSIONS | VALUE |
| Height *** | - |
| Width *** | - |
| Depth *** | - |
| Net weight *** | 2100 kg |
* Optional item, or more versions are available which differs according to function. Mentioned parameters are valid for maximal options.
** 8/5 = lower loading in one duty period /// 16/6 = industrial loading /// 24/7 = non - stop loading
*** Parameters can not be provided with 100% correctness. Configuration of the machine must be taken into consideration. Mentioned parameters are valid for reaching maximal effective value.
...Subject to change the technical parameters without notice.


|

|
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |
 |
 |
|||
 |
 |