



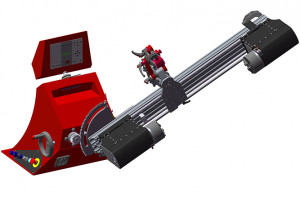
Svařovací automat EWR 800.28
VARIANTY STROJE

Nezbytný výběr
Zelené podbarvení značí prvek či díl, který musí být v některé z nabízených variant do stroje montován již při jeho výrobě a stroj bez něj nelze zprovoznit - objednat.
Konstrukční příplatek
Žluté podbarvení značí prvek či díl který musí být v některé z nabízených variant do stroje montován již při jeho výrobě, v zásadě jde o vybavení rozšiřující funkcionalitu.
Volné vybavení
Šedé podbarvení značí prvek či díl, kterým je možné osadit stroj kdykoli později, montáž je možná svépomocí, v zásadě jde o vybavení rozšiřující funkcionalitu.
Určením stroje je práce v přesné výrobě lehkých komponentů strojů, měřící a laboratorní techniky apod. Přesná konstrukce a tovární seřízení rovnoběžností v toleranci <0,2mm umožňuje svařování drobných a přesných dílů. Duté vřeteno přináší navíc možnost svařovat trubkový a tyčový materiál, nebo formovat svar inertním plynem. Řídící systém RCS 06 přináší dokonalé funkce pro plnou automatizaci výrobního procesu rotačního svařování.
-
EWR WATCHMAKER 800.28, verze Mk.I, je přesný rotační automat s maximálním točným průměrem 340mm a maximální nosností 25kg. Rozměr mezi vřeteny (maximální délka výrobku) je 800mm. Rozsah otáček vřetene je položen výše, pro spíše lehčí výrobky menšího průměru, k dispozici je menší točivý moment.
-
Mechanická konstrukce je navržena jako stolní, umožňující montaž na běžný pracovní stůl. Základní těleso stroje vynáší trn, na kterém je otočně umístěno rameno s blokem hlavního vřetene a přesným podélným vedením, po kterém se pohybuje koník a nosič hořáku.
-
Koník lze osadit pohonem, pohony hlavního vřetene a koníku jsou spolu synchronizovány a řešeny jako bezvůlové. Krokový motor roztáčí přesnou planetovou převodovku, která pohání řemenové soukolí s příčnými zuby. Hlavní vřeteno i koník mají stejné normalizované příruby s průchozím otvorem 28mm pro montáž univerzálního sklíčidla 125mm.
-
Přítlak koníku je řešený jako lineární s tažnou tyčí s přesným mechanickým nastavením přítlačné síly maticí a ovládací pákou.
-
Celé nosné rameno stroje je možné naklápět v rozsahu 0 - 90°, pohon elevace je plynulý prostřednictvím převodovky. Je tedy možné přesně nastavit jakoukoli polohu a to v zájmu optimalizace procesu svařování.
-
Rameno hořáku má pneumatický zdvih a tři stupně volnosti. Na konci ramene je precisní support polohy hořáku s bezvůlovým nastavením ve dvou osách +/- 15mm a možností otočení o 90° s aretací polohy.
-
Automat je možné vybavit podavačem studeného drátu HST CREATIVE CW 03. Podavač studeného drátu je plně kontrolován řídícím systémem stroje a přináší maximální možnosti nastavení parametrů podávání a to včetně reverzace přídavného drátu.
-
Významným ulehčením pro obsluhu může být vybavení stroje speciálním Digitálním dálkovým ovladačem Mighty Controller, který zvyšuje flexibilitu a variabilitu základního stroje.
-
Automat je ovládán vynikajícím řídícím systémem RCS 06, který poskytuje všechny myslitelné fukce pro rotační svařování, podstatné funkce pro podélné svařování a dokonale propracovanou funkcionalitu pro navařování. Funkční výbava zahrnuje i akcelerace a decelerace které jsou fázově programovatelné, řízení svařovacího generátoru s odděleným programováním a vyšší funkce regulace výkonu svařování. Možnost ukládání programů a tvorba programových kompilací podtrhují vyspělost řídícího systému.

Možnosti použití z hlediska typu svaru a technologie
√ Obvodové svařování s jedním, nebo dvěma stejnými hořáky. Více hořáků = úprava.
√ Naklápění nosníku 0 - 90°.
X Osazení více rozdílnými technologiemi svařování.
X Pendlování lineární a pendlování po oblouku.
X Podélné svařování a pendlování s řízenou pohybovou osou X.
X Navařování po šroubovici s možností řízeného nahřívání.
X Navařování po spirále s interpolací rotace a posunu hořáku.
√ Řízení svářečky digitálním protokolem Opencan, nebo analogově.
√ Podávání studeného svařovacího drátu do svaru (TIG, PLASMA).
√ Ochrana kořenové vrstvy svaru řízeným ventilem (max. 2 cesty).
Hlavní výhody
√ Řídící systém RCS 06 navržený speciáně pro úlohy svařování s vysokou funkční vybaveností.
√ Bezvůlová koncepce pohonu ve skladbě: Krokový motor > Planetová převodovka > Převod ozubeným řemenem > Vřeteno.
√ Vřetena s průchozím otvorem s normalizovanou přírubou k připojení standardního univerzálního sklíčidla.
√ Přítlak koníku v podélné ose sealizovaný pneumatickým válcem, pohyb po přesném lineárním vedení.
√ Propracované rameno hořáku s mnoha stupni volnosti dostahující vysoké variability pro vnitřní i vnější svařování.
√ Odolné provedení s krytím citlivých částí, přenos svařovacího proudu profesionálním frézovaným CuCrZr stěračem.
|
PRACOVNÍ VÝKONY |
HODNOTA |
|
Maximální nosnost statická |
25,0 Kg |
|
Točivý moment na hřídeli hlavního vřetene (Mk.I / Mk.II / Mk.III) |
34,0 / 98,0 / 196,0 Nm |
|
Točivý moment na hřídeli koníku (pohon je synchronizovaný s hlavním vřetenem)(Mk.I / Mk.II / Mk.III) * |
34,0 / 98,0 / 196,0 Nm |
|
Rozsah otáček (Mk.I / Mk.II / Mk.III) |
0 - 25 / 0 - 8,3 / 0 - 4,2 ot/min |
|
Provozní zatížitelnost ** |
16/6 |
| PRACOVNÍ ROZMĚRY |
HODNOTA |
| Maximální točný průměr | 340,0 mm |
| Rozměr mezi přírubou hlavního vřetene a přírubou vřetene koníku | 800,0 mm |
| Půchozí otvor hlavním vřetenem | 28,0 mm |
| Průměr příruby hlavního vřetene - zároveň doporučený průměr univerzálního sklíčidla | 125,0 mm |
| Průchozí otvor vřetenem koníku | 28,0 mm |
| Průměr příruby vřetene koníku - zároveň doporučený průměr univerzálního sklíčidla | 125,0 mm |
| POHYBOVÉ OSY | HODNOTA |
| Rotace hlavního vřetene | Programově řízená osa |
| Rotace vřetene koníku (synchronizováno s hlavním vřetenem) * | Programově řízená osa |
| Elevace celého ramene | 0 - 90 stupňů, manuální osa |
| Podélný pohyb ramene hořáku | Plný rozsah, manuální osa |
| Zdvih ramene hořáku | Obloukově, pneumaticky |
| Nastavení základní polohy ramene (3 klouby) | Plný rozsah, manuální osa |
| Precisní nastavení polohy hořáku | +/- 15,0 mm, manuální osa |
| Precisní nastavení polohy podávání studeného drátu * | +/- 5,0 mm, manuální osa |
| TECHNOLOGIE SVAŘOVÁNÍ A OVLÁDÁNÍ | HODNOTA |
| Vhodné metody svařování | TIG, Plasma Welding, Laser |
| Vřetenem přenášený svařovací proud pro DC napětí | 350A |
| Vřetenem přenášený svařovací proud pro AC napětí | 270A |
| Připojení svařovacího zařízení systémem START/STOP | Ano |
| Připojení svařovacího zařízení programovou logikou UP/DOWN | Ano |
| Automatické sledovaní výšky hořáku osou Z - elektromechanický senzor (MIG/MAG, TIG) | Ne |
| Programově řízené podávání drátu (0,6 / 0,8 / 1,0 / 1,2 / 1,6 mm)(Fe / CrNi / CrMo / Flux / Al / Cu) * | Ano |
| Dálkový ovladač * | Ano |
| ENERGIE, MÉDIA A PROSTŘEDÍ | HODNOTA |
| Napájení ze sítě | 1x230V/N/PE/50Hz |
| Stlačený vzduch (suchý, čistý) | 0,5 - 0,7 MPa |
| Ochranné plyny pro svařování | 1 nezávislá cesta |
| Ochranné plyny pro ochranu kořene svaru * | 2 nezávislé cesty |
| Charakteristika umístění na pracovní pozici | Na pracovní stůl, nutnost ukotvit |
| Třída krytí | IP 51 C |
| Příkon instalační *** | - |
| ROZMĚRY | HODNOTA |
| Výška | 783 mm |
| Délka | 1725 mm |
| Hloubka | 900 mm |
| Hmotnost *** | 230 Kg |
* Položka je volitelná, nebo existuje ve více provedeních, které se vzájemně odlišují funkcionalitou. Uvedené údaje platí pro nejvyšší varianty.
** 8/5 = zatížení v jedné směně /// 16/6 = průmyslové zatížení /// 24/7 = nepřetržité zatížení.
*** Data nelze poskytnout zcela přesně, protože jsou závislá na zvolené konfiguraci stroje. Uvedena je maximální efektivní hodnota.
...Změna technických parametrů je vyhrazena bez předchozího upozornění.
...Zde uvedené informace popisují řídící systém RCS 06 jako celek se všemi jeho možnostmi, které však nemusí být dostupné pro každý stroj a to v závislosti na jeho technologických možnostech. Záleží také na zvolené konfiguraci stroje. Vždy je tedy nutné se nejprve seznámit se strojem, zda jeho technologické možnosti, i s ohledem na vámi zvolenou konfiguraci, všechny níže uvedené funkce podporují, či nikoliv. Údaje jsou přehledem možností řídícího systému, nikoliv stroje, a nedávají si za cíl podrobně vysvětlit jednotlivé prvky. To zejména z důvodu obtížné srozumitelnosti některých složitějších funkcí nebo výbavy. Pro podrobnosti se obracejte na obchodní oddělení HST CREATIVE, nebo na technické oddělení.

Řídící systém RCS 06
PRACOVNÍ DATA
Základní volby
- Zadání pracovní činnosti (Rotační svařování.. Podélné svařování.. Šroubovice.. Spirála).
- Zadání průměru výrobku (Střední průměr svaru v mm).
- Přiřazení konkrétního svařovacího zdroje ke konkrétní svařovací hlavě.
OSY...Rotace
- Směr otáčení doleva nebo doprava.
- Zpoždění rotace před svařováním. Čas (sec) poté, kdy svařovacího zdroj odešle potvrzení stabilního oblouku.
- Počáteční akcelerace (úhel a hodnota).
- Úhel otočení (maximálně 720°, přesnost 0,1°).
- Akcelerace během otáčení (úhel a hodnota).
- Decelerace na konci otáčení pro precisní vytvoření uzavírací sekvence a bezdefektní napojení začátku a konce svaru při rotačním svařování (úhel a hodnota hořáku).
- Bod nula. Funkce přesného návratu do počátečního bodu (volba nejkratší cestou, nebo zpětně po celé dráze).
- Bodování. Automatický výpočet úhlů na základě zadání (zadání počtu bodů).
OSY...Pohybové
- Při rotačním svařování nastavení podélné polohy svařování na ose X a chování během pracovního cyklu.
- Při podélném svařování nastavení polohy zahájení svařování, zpoždění pohybu po zahájení svařování, celková délka svařování, ukončovací sekvence, chování během pracovního cyklu a také radiální poloha svaru na rotační ose.
- Úhel naklopení vřetene koníku 0 - 90° (některé stroje). Plynulý pohyb za využití přesného pohonu náklopu koníku, nebo logika funkce v případě že je stroj osazen koníkem s pneumaticky ovládaným zdvihem
OSY...Hořáku
- Výška svařování nastavená zdvižnou osou Z, nebo logika ovládání pneumatického zdvihu hořáku.
- Poloha svařování nastavená dalšími řízenými osami ramene hořáku (osy Z a K).
Pendel
- Zpoždění zahájení pendlování poté, kdy svářečka odešle signál potvrzení stabilního oblouku (sec).
- Frekvence oscilačního pohybu (v Hz).
- Výchylka vpravo a výchylka vlevo (v milimetrech pro každou stranu zvlášť, přesnost 0,1mm).
- Zpoždění vlevo, zpoždění vpravo, zpoždění ve středu (nastavuje linearitu pendlování, nastavení je v sec.).
- Výběr programového přiřazení pendlování některé z řízených os.
Podavač drátu (Rozšiřující výbava CW 03, nebo CW 09)
- Zpoždění zahájení podávání poté, kdy svářečka odešle signál potvrzení stabilního oblouku (sec).
- Frekvence podávání. Nastavuje frekvenci změn v rychlosti podávání drátu (v Hz).
- Horní rychlost podávání (A), spodní rychlost podávání (B). Nastavuje odděleně jednotlivé (AB) rychlosti podávání (0 - 10m/min).
- Střída. Nastavení poměru mezi horní (A) a spodní (B) podávací rychlostí (v procentech).
- Oscilační zatahování drátu. Změní smysl směru podávání drátu ve smyslu nastavení spodní podávací rychlosti (drát odhořívá v dávkách se všemi výhodami pramenícími z tohoto postupu podávání drátu).
- Zatažení drátu na konci svařování proti zbytkové oxidaci drátu (v mm).
Řízení zdroje
- Řízení svařovacího zdroje v závislosti na zvoleném systému. Plnohodnotné digitální ovládání prostřednictvím MASTER interface HST CREATIVE OpenCan. Nebo jednoduché analogové ovládání alalogovým prvkem REL02.
- Úhel sepnutí svařovacího zdroje (0 - 720°) a úhel vypnutí svařovacího zdroje (max. 720°).
Ochranný plyn
- Předfuk a dofuk ochranného plynu do hořáku pro svařovací zdroj číslo 1 a pro svařovací zdroj číslo 2.
- Předfuk a dofuk formovacího ochranného plynu.
Další zařízení
- Nastavení digitálního dálkového ovladače "Mighty Controler".
- Ovládání kamerového systému HST CREATIVE NICK 03 (nastavení polohy, a parametrů snímání).
- Vysoce přesné ovládání snímání polohy svařování elektromagnetickým dotykovým čidlem.
- Scanování dat svařování a systém vyhodnocení kvality svařování.
- Připojení dalších externích systémů.
PROGRAMY - PAMĚŤOVÉ BOXY
- Stroj má paměťi pro uložení vlastních nastavení celého pracovního cyklu. Programy je možné pojmenovat, editovat, kopírovat, přesunovat (volných programových míst je 199)
PROGRAMY - KOMPILACE
- Programy uložené v Paměťových Boxech lze libovolně kombinovat do funkčních řad, které mohou vytvářet i složitý pracovní cyklus. Například je možné svařovat takto (plně automatický cyklus s vizuální kontrolou vždy při změně programu - funce BREAK):
Program 1 - Kořenová vrstva svaru provedená metodou TIG bez pendlování s postupovou rychlostí hořáku 45cm/min, bez přidávání přídavného drátu, svařovací výkon 72A.
Program 2 - Vrstva číslo dvě provedená metodou TIG s pendlováním hořáku a využitím podávání studeného drátu, postupová rychlost 65cm/min, svařovací výkon 160A.
Program 3 - Vrstva číslo tři provedená metodou MAG PULSE s pendlováním hořáku, postupová rychlost 72cm/min, svařovací výkon 235A.
RYCHLÉ VOLBY
- Volba mezi automatickým a ručním provozem stiskem jednoho tlačítka.
- No Weld funkce slouží k otestování nastavení bez svařování.
- Tlačítko "Triangulation". Speciální tlačítko které slouží k ukládání aktuálních poloh všech řízených os stroje na základě vizální kontroly obsluhou stroje. Stroj vizuální vstup zapíše jako zjištěné souřadnice ovládaných řízených os.
PŘÍMÉ FUNKCE
- Tlačítko testu ochranných plynů (po stisknutí otevře všechny plynové ventily).
- Tlačítko manuálního příklonu svařovacího hořáku.
- Tlačítko manuálního sepnutí pneumatického prvku (například lisování koníkem).
SVAŘOVANÉ DÍLY
- Stroj je univerzální a sofstikovaná výrobní jednotka se schopností svařování jakýchkoli průmyslové výroby v rámci rozměrových a hmotnostních limitů stroje. Je možné provádět rotační obvodové svary, koutové svary v poloze PA/PB díky naklápěcímu koníku (jen některé stroje) a také je možné provádět plnohodnotné podélné svary (jen stroje s řízenou osou X)
- Typická je výroba tlakových a netlakových nádob ze všech materiálů a všemi metodami obloukového svařování s vyjímkou metody SAW. Stroj díky vysoké celkové přesnosti umožnuje svařování strojních dílů, přírub, hřídelů, výměníků tepla, trubkovnic.
- Stroj je schopen pracovat v režimu navařování po šroubovici (jen některé stroje) a to jak na povrchu válce, tak povrchu desky navařováním po spirále naklopené na 90° (Jen stroje vybavené naklápěcím koníkem), spirálové navařování má interpolovanou rotaci a pohyb hořáku - změnu rychlosti rotace vřetene v závislosti na momentálním průměru. Speciální software poskytuje i možnosti svařování jednotlivých vrstev navaření (používá řízenou osu zdvihu hořáku), je možné vybavit stroj také řízeným systémem nahřívání navařovaného dílu s digitálním odměřováním povrchové teploty.
TYPY
- Excelentním doplňkem je sofistikovaný dálkový ovladač Mighty Controler. Jde o volně programovatelné zařízení, kterým je možné ovládat všechny potřebné funkce stroje přímo během svařování
- Řídící systém stroje je dobře propracovaný, poskytuje on-line informaci o aktuálních otáčkách a aktuální postupové rychlosti svařování. Obsluha probíhá za pomocí standardního vícevrstvého MENU.
- Programové kompilace poskytují dokonalé možnosti plně automatizované výroby složené z mnoha odlišných svarů
- Dvouhořákové verze neomezují uživatele při výrobě technologicky složitých výrobků. Jednou metodou lze vařit kořen svaru, jinou metodou lze provádět krycí vrstvy.
- Naklápěcí koník výrazně rozšiřuje použitelnost stroje o polohové svařování v úhlech 0 - 90°
- Digitální podavače studeného drátu poskytují precisní výsledky svařování v nejširším spektru užití.
Stroj se základním vybavením
C, D, E
Kompletní základ stroje připravený k přesné konfiguraci
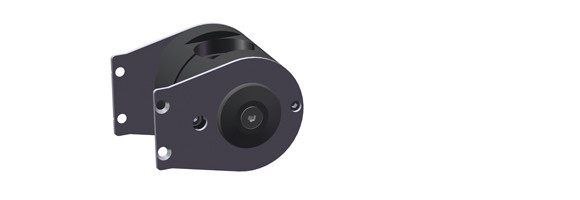
(( 1 )) Výběr varianty koníku v poháněné, nebo nepoháněné variantě
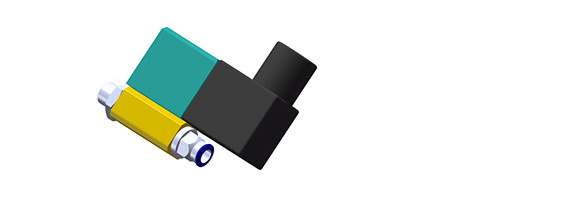
(( 2 )) Výběr ramene svařovacího hořáku a funkcionality prvku držení hořáku
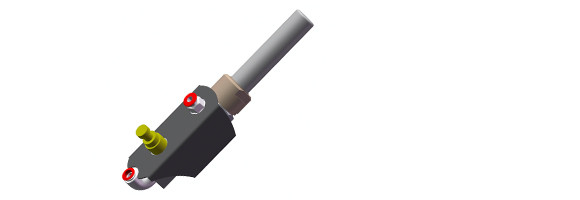
(( 3 )) Výběr technologických doplňků a vylepšení
(( 4 )) Výběr svařovacího generátoru a dalšího příslušenství a doplňků
Základní volitelné vybavení
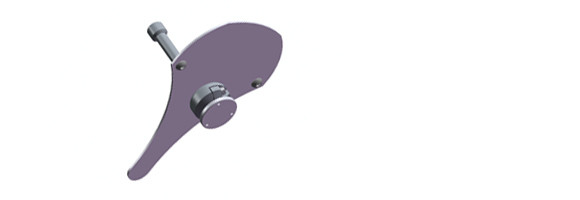
1.1

Kompletní koník bez pohonu s volně se protáčejícím vřetenem (příruba 125mm, otvor 28mm)
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (1.2)
(( Kombinace )) Výběr této položky vylučuje výběr položky (1.2)
(( Možnosti )) Je nutné vybrat způsob přítlaku koníku tažnou tyčí (1.3), nebo pneumaticky (1.4)
(( Stav )) Montuje se přímo při výrobě
1.2
Kompletní koník s vřetenem poháněným synchronizovaně s hlavním (příruba 125mm, otvor 28mm)
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (1.1)
(( Kombinace )) Výběr této položky vylučuje výběr položky (1.1)
(( Možnosti )) Je nutné vybrat způsob přítlaku koníku tažnou tyčí (1.3), nebo pneumaticky (1.4)
(( Stav )) Montuje se přímo při výrobě
1.3
Přítlak koníku realizovaný mechanickou tažnou tyčí s přesným mechanickým nastavením přítlačné síly
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (1.4)
(( Kombinace )) Výběr této položky vylučuje výběr položky (1.4)
(( Možnosti )) Nastavení přítlačné síly maticí a ovládací pákou
(( Stav )) Montuje se přímo při výrobě
1.4
Přítlak koníku realizovaný pneumatickým pracovním válcem se silou přítlaku 600 N
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (1.3)
(( Kombinace )) Výběr této položky vylučuje výběr položky (1.3)
(( Možnosti )) Délka zdvihu pneumatického válce v mm musí být určena položkou (1.5)
(( Stav )) Montuje se přímo při výrobě
1.5
Určuje, jakou délku v milimetrech bude mít zdvih pneumatického válce v případě volby položky (1.4)
(( √ )) Standardní zdvih je 32mm, větší snižuje pracovní délku, NEMÁ ALTERNATIVU
(( Kombinace )) Nejsou
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
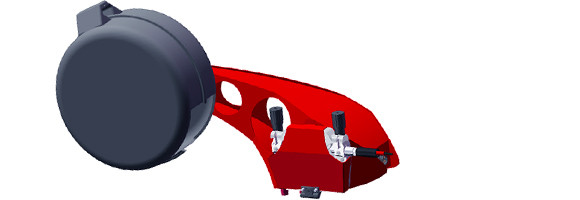
2

Manuálně pohyblivá v OSE X a s pneumaticky poháněným příklonem do pracovní polohy. Vybavena brzdou
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, NEMÁ ALTERNATIVU
(( Kombinace )) Tento nosič se dále osadí položkou ARM 1 JOINT HOLDER, nebo ARM 2 SLIDE
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
3.1

Křížová hlavice s přesným nastavením +/- 15mm v osách X a Z a rotací držáku hořáku s fixací po 30°
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU
(( Kombinace )) Tento prvek se dále osadí položkou (ARM 2 TILT TORCH HOLDER)
(( Možnosti )) Nejsou
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
3.2
Držák strojního MIG, nebo TIG hořáku s funkcí naklápění v pěti fixovaných úhlech po 15°
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, NEMÁ ALTERNATIVU
(( Kombinace )) Na tento díl se, v případě instalace podávání studeného drátu, montuje ARM 2 SLIDEMICRO
(( Možnosti )) Volba průměru hořáku, který je do dílu upnutý, standard je 34mm. Vždy musí jít o přímý hořák
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
4.1
SET pro spínání formovacího plynu - jedna cesta
(( √ )) Pomocné zařízení zlepšující činnost stroje spínáním toku formovacího plynu, NEMÁ ALTERNATIVU
(( Kombinace )) Nejsou
(( Možnosti )) Nejsou
(( Stav )) Montuje se přímo při výrobě
4.2
Samostatný plovákový průtokoměr s přesným jehlovým ventilem. Montáž na plochu skrze otvor v konstrukci
(( √ )) Pomocné zařízení zlepšující činnost stroje, přinášející úspory plynu, NEMÁ ALTERNATIVU
(( Kombinace )) Montuje se na rám stroje, nebo lze usadit na Nosič průtokoměrů volně stojící, výška 950mm
(( Možnosti )) Nejsou
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
5.1
Podavač přídavného drátu 1,2 a 1,6mm do svaru při TIG, nebo PLASMA WELD svařování
(( √ )) Položka rozšiřuje funkcionalitu stroje s dopadem na technologii svařování, NEMÁ ALTERNATIVU
(( Kombinace )) Pro správnou funkci je nutné vybrat položku ARM 2 SLIDEMICRO
(( Možnosti )) Pokud je osazován na stroje bez platformy, je vhodné vybrat některý z nosičů podavače CW 03
(( Stav )) Montuje se přímo při výrobě
5.2

Pojízdný nosič pro umístění Podavače CW 03, výška 880mm, náklop platformy +/- 15°
(( √ )) Položka zjednodušuje ustavení podavače CW 03, NEMÁ ALTERNATIVU
(( Kombinace )) S podavačem CW 03
(( Možnosti )) Nejsou
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
5.3

Koncový prvek podávání studeného drátu s možností jemného nastavení +/- 5mm s chlazeným průvlakem
(( √ )) Precisně zpracovaný komplet přivádí přídavný drát přímo do svaru, NEMÁ ALTERNATIVU
(( Kombinace )) Montuje se na ARM 2 TILT TORCH HOLDER
(( Možnosti )) Nejsou
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
6.1

Digitální dálkový ovladač s podsvíceným displejem s možností volné konfigurace funkcionality tlačítek
(( √ )) Zlepšuje použitelnost stroje a usnadňuje přímou kontrolu svařování, NEMÁ ALTERNATIVU
(( Kombinace )) Je vhodné doplnit Držákem pro Mighty Controller
(( Možnosti )) Nejsou
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
6.2
Držák pro dálkový ovladač Mighty Controller volně montovatelný na jakoukoli plochu, nebo na stroj
(( √ )) Snižuje nebezpečí poškození dálkového ovladače Mighty Controller, NEMÁ ALTERNATIVU
(( Kombinace )) Používá se ve spojení s Mighty Controller
(( Možnosti )) Nejsou
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
7
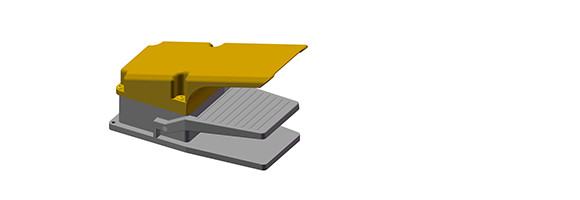
Základní typ nožního pedálu s funkcí START/STOP
(( √ )) Položka je nezbytná pro zamýšlenou funkci stroje, MÁ ALTERNATIVU (FPS02, FPR03/04, HCR01/02)
(( Kombinace )) Nejsou
(( Možnosti )) Nejsou
(( Stav )) Lze kdykoliv připojit do standardizované zásuvky na stroji a zvolit v řídícím systému
8.1
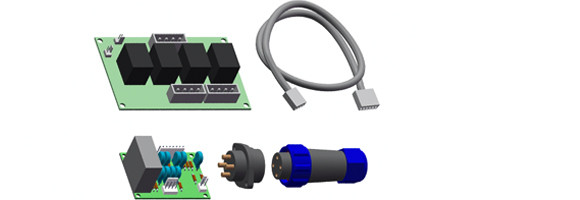
Sada elektroniky a instalačních prvků pro připojení další svářečky k automatu
(( √ )) Rozšiřuje možnosti stroje o možnost paralelního svařování další svářečkou, NEMÁ ALTERNATIVU
(( Kombinace )) Na principu START/STOP lze použít s jakoukoli svářečkou
(( Možnosti )) Zakázkově lze připojit až čtyři současně pracující svářečky
(( Stav )) Montuje se přímo při výrobě
8.2
Sada elektroniky a instalačních prvků pro digitální připojení svářečky k automatu
(( √ )) Umožňuje plnohodnotné ovládání svářečky včetně přepínání programů, NEMÁ ALTERNATIVU
(( Kombinace )) Je použitelné jen se svářečkami HST CREATIVE, CEBORA, omezeně LORCH
(( Možnosti )) Lze připojit dvě nezávisle pracující svářečky
(( Stav )) Montuje se přímo při výrobě
Příslušenství
0.A
Tříčelisťové univerzální sklíčidlo s úpravou převodů pro svařování, otvor 28mm, hmotnost 4kg
(( √ )) Toto sklíčidlo lze namontovat na příruby vřeten bez přechodových prvků přímo, MÁ ALTERNATIVU
(( Kombinace )) Sklíčidlo je možné osadit rozšiřujícími segmenty (zakázkově)
(( Možnosti )) Lze zvolit jiná sklíčidla, ty je ale třeba montovat s použitím přechodových prvků
(( Stav )) Lze instalovat jednoduchým úkonem bez použití speciálního nářadí
 Svařovací automat EWR 800.28 |
 Svařovací automat EWR 800.28 |
 Svařovací automat EWR 800.28 |
 Svařovací automat EWR 800.28 |